






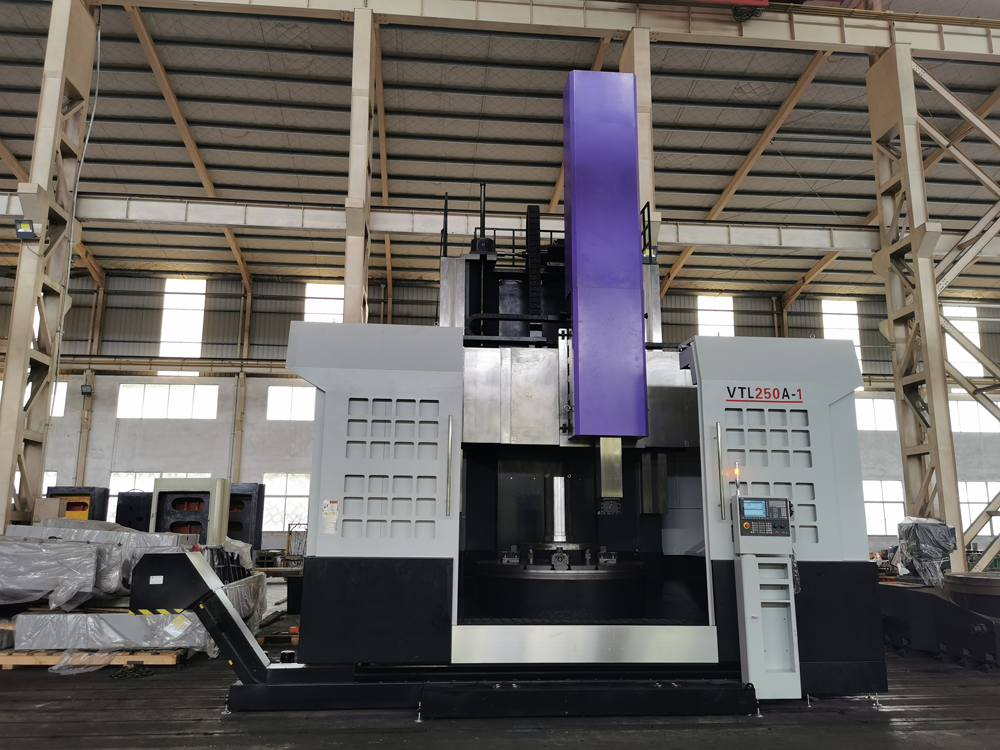
ԼայնածավալCNC ուղղահայաց խառատահաստոցներլայնածավալ մեքենաներ են, որոնք օգտագործվում են մեծ շառավղային չափսերով և համեմատաբար փոքր առանցքային չափսերով և բարդ ձևերով մեծ և ծանր աշխատանքային մասերը մշակելու համար։ Օրինակ, գլանաձև մակերեսը, ծայրամասային մակերեսը, կոնաձև մակերեսը, գլանաձև անցքը, տարբեր սկավառակների կոնաձև անցքը, անիվները և աշխատանքային մասերի հավաքածուները կարող են մշակվել նաև թելերի, գնդաձև մակերեսի, պրոֆիլավորման, ֆրեզերային և հղկման լրացուցիչ սարքերի օգնությամբ:
Լայնածավալների օժանդակ ժամանակըCNC VTL մեքենաշատ կարճ է. Այն կարող է լրացնել վերամշակման ամբողջ բովանդակությունը մեկ սեղմման մեջ: Փորձեք ընտրել բաց սարքը բարձր կոշտությամբ, որը չի կարող խանգարել գործիքի ուղուն և կարող է ավարտին հասցնել աշխատանքային մասի մշակումը լիսեռի հարվածի սահմաններում: Որպես բարձր ավտոմատացված հաստոց, տարբեր ահազանգեր կհայտնվեն օգտագործման ժամանակաշրջանից հետո: Որոշները համակարգի խափանումներ են, ոմանք՝ պարամետրերի ոչ պատշաճ կարգավորումներ, իսկ որոշները՝ մեխանիկական: Երկրպագուների ահազանգերը դրանցից մեկն են:
 Երբ նման իրավիճակ է առաջանում, նախ ստուգեք ներքին օդափոխիչը: Եթե չի պտտվում, ապա անջատեք և տեսեք։ Եթե այն չափազանց կեղտոտ է, նախքան տեղադրելը մաքրեք այն սպիրտով կամ բենզինով: Եթե կա ահազանգ, դուք պետք է փոխարինեք սերվո ուժեղացուցիչը: Հայտնվում է HC. Ընթացիկ ահազանգը, հիմնականում DC կողմում աննորմալ հոսանք հայտնաբերելու համար, նախ նայեք սերվո պարամետրերին, այնուհետև հեռացրեք շարժիչի հոսանքի գիծը: Ժամանակահատվածում ահազանգ է լինում սերվո ուժեղացուցիչը փոխարինելու համար։ Ահազանգ չկա. Փոխանակեք շարժիչը և հոսանքի գիծը այլ առանցքի հետ՝ որոշելու՝ դա շարժիչն է, թե հոսանքի գիծը: Խնդիր. Եթե J հայտնվի էկրանին, դա կախված է նրանից, թե արդյոք դա համակարգչի խնդիր է: Ստուգեք՝ արդյոք մայր տախտակը, ինտերֆեյսի փոխակերպման տախտակը և PCRAM կառավարման տախտակի սարքը ճիշտ են, փոխարինեք և վրիպազերծեք, մինչև պարզվի պատճառը, այնուհետև շտկեք խնդիրը:
Երբ նման իրավիճակ է առաջանում, նախ ստուգեք ներքին օդափոխիչը: Եթե չի պտտվում, ապա անջատեք և տեսեք։ Եթե այն չափազանց կեղտոտ է, նախքան տեղադրելը մաքրեք այն սպիրտով կամ բենզինով: Եթե կա ահազանգ, դուք պետք է փոխարինեք սերվո ուժեղացուցիչը: Հայտնվում է HC. Ընթացիկ ահազանգը, հիմնականում DC կողմում աննորմալ հոսանք հայտնաբերելու համար, նախ նայեք սերվո պարամետրերին, այնուհետև հեռացրեք շարժիչի հոսանքի գիծը: Ժամանակահատվածում ահազանգ է լինում սերվո ուժեղացուցիչը փոխարինելու համար։ Ահազանգ չկա. Փոխանակեք շարժիչը և հոսանքի գիծը այլ առանցքի հետ՝ որոշելու՝ դա շարժիչն է, թե հոսանքի գիծը: Խնդիր. Եթե J հայտնվի էկրանին, դա կախված է նրանից, թե արդյոք դա համակարգչի խնդիր է: Ստուգեք՝ արդյոք մայր տախտակը, ինտերֆեյսի փոխակերպման տախտակը և PCRAM կառավարման տախտակի սարքը ճիշտ են, փոխարինեք և վրիպազերծեք, մինչև պարզվի պատճառը, այնուհետև շտկեք խնդիրը:

Որո՞նք են այն հարցերը, որոնք ուշադրության կարիք ունեն խոշոր CNC-ի պահպանման ժամանակVTL հաստոցներ?
1. Ամեն անգամ հիմնական շարժիչը գործարկելուց հետո spindle-ը չի կարող անմիջապես գործարկվել: Միայն այն բանից հետո, երբ քսայուղի պոմպը նորմալ աշխատի, և նավթի պատուհանը լցվի յուղով, spindle-ը կարող է գործարկվել, որպեսզի հաստոցը աշխատի:
2. Պտուտակը կարող է օգտագործվել միայն թելերը պտտելիս՝ դրա ճշգրտությունն ու կյանքը ապահովելու համար:
3. Պահպանեք ներսից և դրսիցհաստոցՄաքուր լինելու համար մեքենայի մասերը ամբողջական են, պտուտակաձողերը և փայլեցված ձողերը յուղազուրկ են, իսկ ուղեցույցի երեսպատման մակերեսները մաքուր են և անձեռնմխելի:
4. Յուրաքանչյուր քսման կետի քսման աշխատանքները կատարե՛ք ըստ սահմանված պահանջների (մանրամասների համար տե՛ս հաստոցների քսման համակարգի պիտակի հրահանգները):
5. Պարբերաբար ստուգեք և կարգավորեք V-գոտիի խստությունըCNC ուղղահայաց խառատահաստոց.
6. Ուշադրություն դարձրեք՝ ստուգելու նավթի պոմպի աշխատանքային վիճակը՝ համոզվելու համար, որ գլխարկղը և սնուցման տուփը ունեն բավարար քսայուղ: Յուրաքանչյուր տանկի քսայուղը չպետք է ցածր լինի յուրաքանչյուր նավթային ստանդարտի կենտրոնից, հակառակ դեպքում հաստոցը կվնասվի վատ քսելու պատճառով:
7. Ամեն շաբաթ մաքրեք յուղի ֆիլտրի պղնձե ցանցը յուղի ֆիլտրից անկողնու կողքի տուփի յուղի մուտքի մեջ, որպեսզի համոզվեք, որ քսայուղը մաքուր է:
8. Երբ spindle-ը պտտվում է մեծ արագությամբ, ոչ մի դեպքում չպետք է քաշեք հերթափոխի բռնակը:

Հրապարակման ժամանակը՝ նոյ-24-2021