
CNC հորիզոնական 5 առանցք NHM-63-P


5 առանցք ունեցող մեքենայի ներդրում
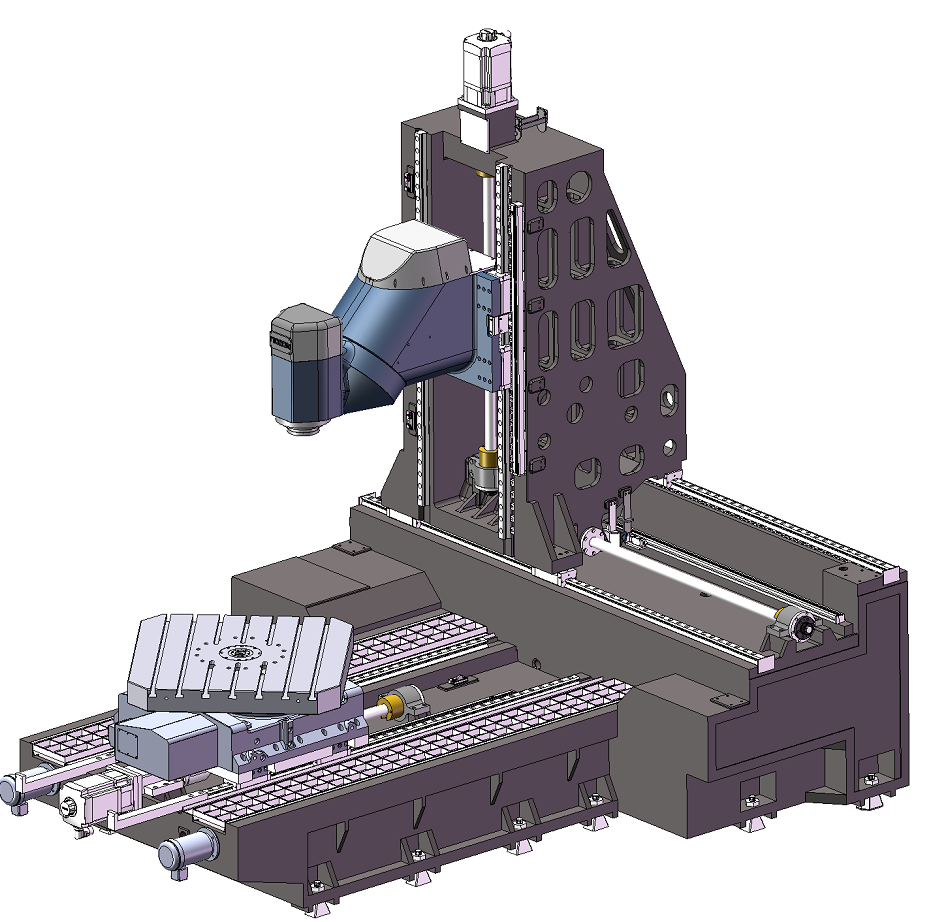
NHM մոդելը ուղղահայաց-հորիզոնական փոխակերպման հորիզոնական հինգ առանցքի հաստոցների կենտրոն է:Հաստոցային գործիքի ստանդարտ կոնֆիգուրացիան SIEMENS 840D sl CNC համակարգն է, և ընդունված է Siemens սերվոշարժիչի ուղղակի շարժիչի բարձր հավանականությունը, ինչը ստիպում է հաստոցին ունենալ բարձր դիրքավորման ճշգրտության, արագ արձագանքման արագության և հինգ առանցքի կապի մշակման բնութագրեր: .Միաժամանակ, հաստոցը հագեցած է ավտոմատ գործիքափոխող սարքով, որն ամբողջությամբ արտացոլում է արդյունավետ և ավտոմատ մշակումը։
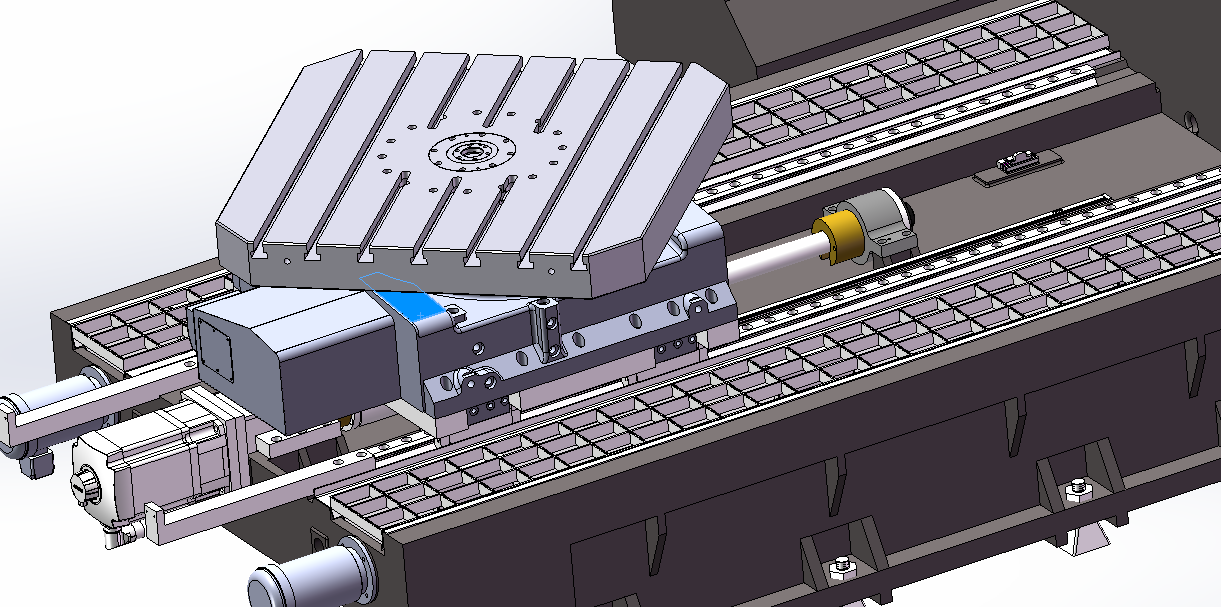
Հաստոցը շարժվում է աջ և ձախ սահող ափսեի միջով (X առանցք), աշխատասեղանը շարժվում է ետ ու առաջ (Z առանցք), գլխամասը շարժվում է վեր ու վար (Y առանցք), սեղանը պտտվում է (C առանցք) և ֆրեզերային գլուխը պտտվում է։ (B առանցք), որն իրականացնում է հինգ առանցքի կապը:սպորտաձեւեր.Ամբողջ մեքենան բաղկացած է մահճակալից, սյունից, լոգարիթմական ափսեից, պտտվող սեղանից, ֆրեզերային գլխից, օդաճնշական համակարգից, ավտոմատ քսելու համակարգից, չիպերի հեռացման հովացման համակարգից, էլեկտրական համակարգից և ամբողջությամբ փակ պաշտպանության համակարգից:
Հաստոցային գործիքը որպես ստանդարտ համալրված է էլեկտրական լիսեռով, կենտրոնական ջրի ելքի գործառույթով, որը կարող է իրականացնել լիսեռի ավտոմատ թուլացումն ու ճեղքը:Հաստոցային գործիքի երեք գծային սնուցման առանցքները՝ X, Y և Z, օգտագործում են սերվո շարժիչներ՝ գնդիկավոր պտուտակն ուղղակիորեն պտտելու համար միացման միջով:Փոխանցման համակարգն ունի շարժման բարձր ճշգրտություն և փոխանցման կոշտություն:
Հաստոցների հիմնական գնված մասերը բոլորը ձեռք են բերվել առաջին կարգի ապրանքանիշերից՝ որպես ստանդարտ ջրի սառեցնող սարքեր, չիպային փոխակրիչներ և չիպային բեռնատարներ։
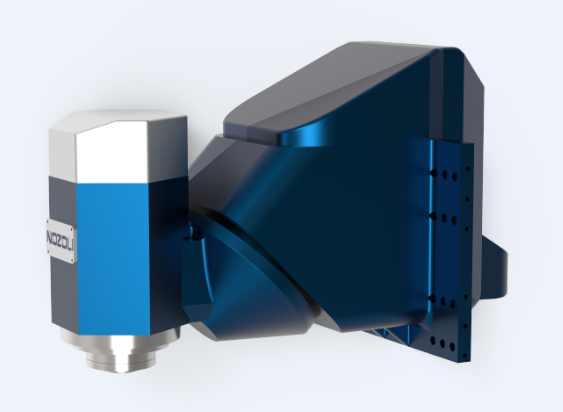
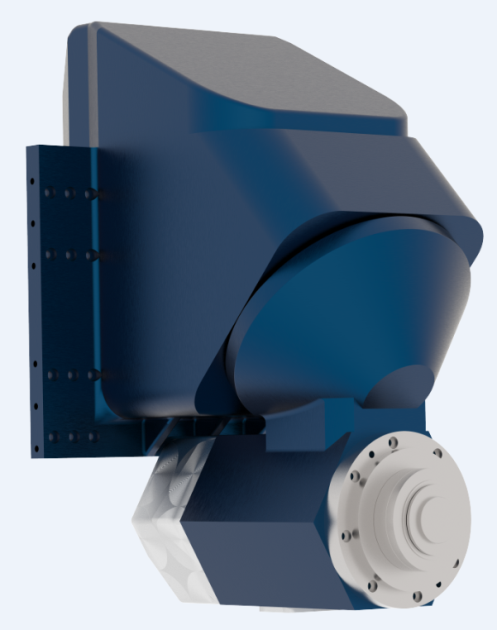
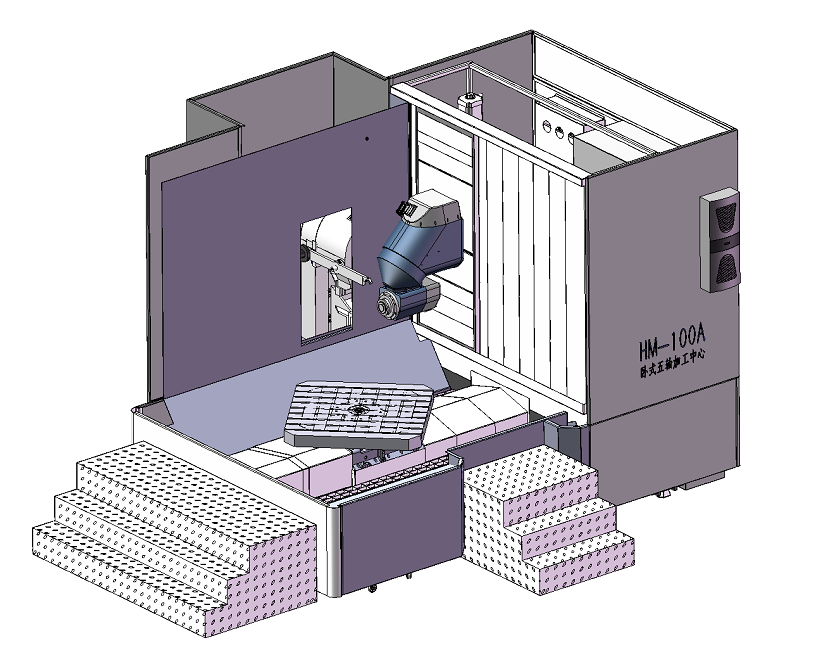
Ուղղահայաց և հորիզոնական գլուխները կարող են պտտվել երկու փոխադարձ ուղղահայաց պտտվող հարթություններում:
Այն իրականացնում է ուղղահայաց-հորիզոնական փոխակերպում և բազմադեմ հաստոցներ և լուծում է տարբեր անկյունների բազմակողմանի, բազմակողմանի և բազմաբնակարանային ֆրեզեր՝ մշակման մասի մեկ սեղմման մեջ:
Բարձրորակ էլեկտրական spindle, կարճ մշակման ժամանակ, բարձր կտրման արդյունավետություն, երկար գործիք, բարձր մշակման ճշգրտություն
Կոմպակտ դիզայն, բարձր զգայունության պասիվ կռվան համակարգ, բարձր կայուն արգելակ և բարձր ճշգրտության հաստոցներ
NHM մոդելը ուղղահայաց-հորիզոնական փոխակերպման տիպի հինգ առանցք կապող հաստոցների կենտրոն է:Երեք առանցքը ընդունում է բարձր ճշգրտության, բարձր բեռնվածության, բարձր արագության, բարձր կոշտության, ցածր աղմուկի գծային գլանային ուղեցույցներ, որոնք սահուն շարժվում են առանց սողալու և ապահովում են կերակրման կատարյալ կատարում:
Բարձր ճշգրտության դիրքավորման և սեղմման մեխանիզմը, բարձր կատարողական դիրքավորման և սեղմման մեխանիզմի օգտագործումը կարող է ապահովել սկուտեղի կոշտ սեղմումը և ճշգրիտ տեղադրումը, իսկ սկուտեղի կրկնվող դիրքավորման ճշգրտությունը կարող է հասնել 0.003 մմ:
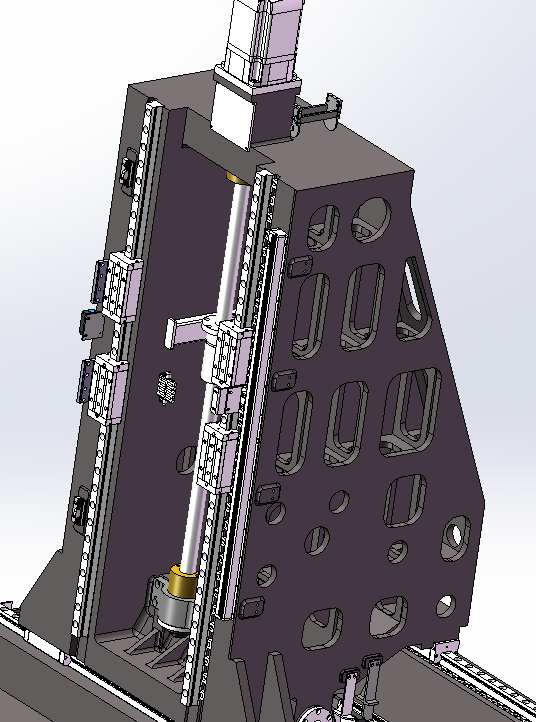
Մահճակալը ընդունում է T-աձև ինտեգրալ մահճակալ, իսկ ցնցումների դիմադրությունը բարելավվում է 15%-ով:Դիզայնի դասավորությունը ուղղահայաց և հորիզոնական մահճակալների համար շրջված T-աձև կառուցվածք է, իսկ կառուցվածքը կոմպակտ է:
Ունի հաստոցների ավելի մեծ շրջանակ և ավելի բարձր աշխատանքային մասի ծանրաբեռնվածություն
Մոդուլային դիզայն, հարուստ ընդարձակություն, կարող է օգտագործվել որպես ճկուն արտադրական համակարգ ավտոմատ գծերով
(1) X ուղեցույց երկաթուղու ձև. սյունը հագեցած է երկու 55 մմ ծանրաբեռնված գլանաձև գծային ուղեցույցներով:Այն կարող է բավարարել բարձր կոշտության և ուժի պահանջները և կարող է բավարարել փոքր շփման գործակցի, արագ շարժվող արագության և երկար ծառայության ժամկետի տեխնիկական առավելությունները.յուղման մեթոդը `յուղի քսում;մետաղալարերի չափիչ ապրանքանիշ. Թայվան Շանգին կամ նույն դասարանի ապրանքանիշը;
(2) X-առանցքային շարժիչ. Այն բանից հետո, երբ AC servo շարժիչը օգտագործվում է արագությունը մեծացնելու և նվազեցնելու համար, այն մղում է 50 մմ տրամագծով ճշգրիտ գնդիկավոր պտուտակը պտտելու համար՝ հասնելու ձախ և աջ սնուցմանը;Քսայուղի մեթոդը `յուղի քսում;Պտուտակային ապրանքանիշ. Taiwan Shangyin կամ նույն դասարանի ապրանքանիշ;
(3) Հագեցած է կրկնակի բարձր ճշգրտության ամբողջական փակ հանգույցով վանդակաճաղով;grating սանդղակի ապրանքանիշ. Իսպանիա FAGOR կամ նույն դասարանի ապրանքանիշ;
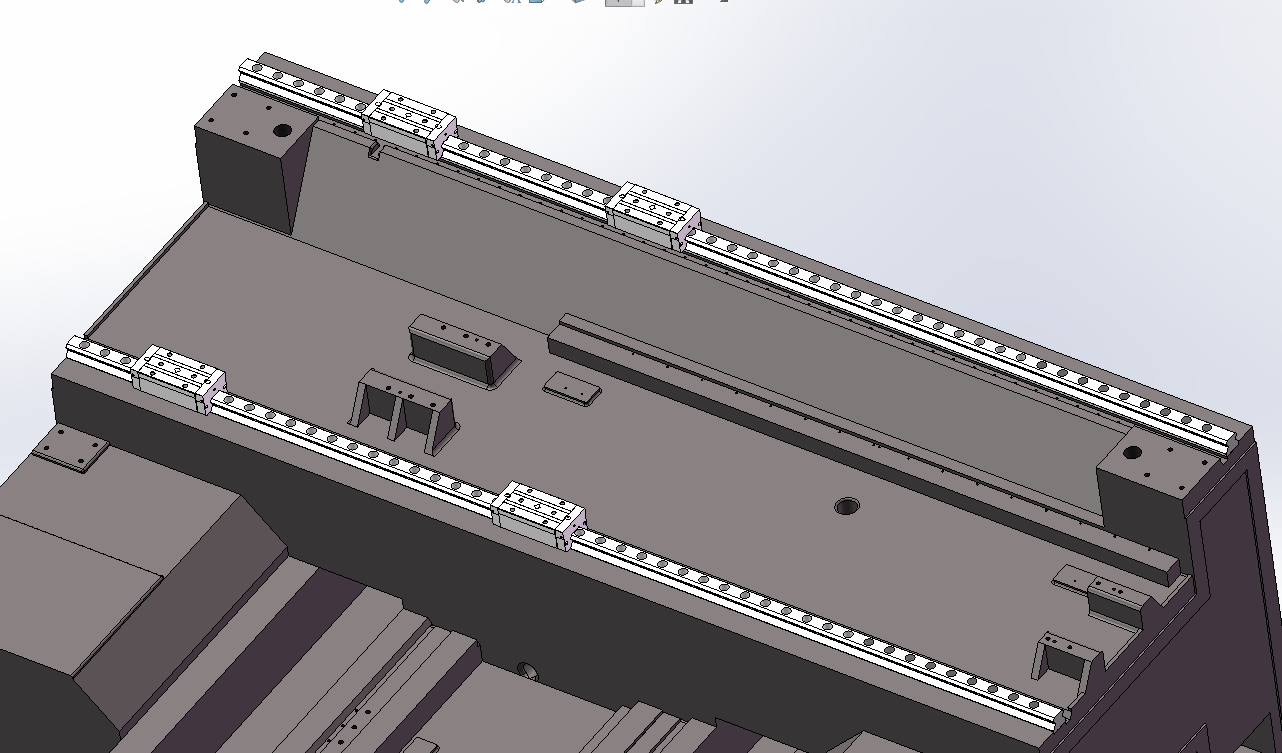
(1) Ուղեկցող երկաթուղու ձև. Y առանցքը ընդունում է երկու 55 ծանրաբեռնված գլանաձև գծային ուղեցույցներ՝ որպես ուղղահայաց և հորիզոնական ունիվերսալ ֆրեզերային գլխի վեր ու վար շարժվելու ուղեցույց և կրող ուղի:Այն կարող է բավարարել բարձր արագությամբ հարդարման և ցածր արագությամբ ծանր կտրման տեխնիկական պահանջները:Քսայուղման եղանակը՝ յուղի քսում:Լարաչափի ապրանքանիշ. Թայվան Շանգին կամ նույն դասարանի ապրանքանիշը;
(2) Y-առանցքի փոխանցում. Այն բանից հետո, երբ AC սերվո շարժիչը օգտագործվում է արագությունը մեծացնելու և նվազեցնելու համար, այն մղում է 50 մմ տրամագծով ճշգրիտ գնդիկավոր պտուտակը պտտվելու համար, որպեսզի իրականացնի վեր ու վար սնուցումը:Քսայուղման եղանակը՝ յուղի քսում:Պտուտակային ապրանքանիշ. Taiwan Shangyin կամ նույն դասարանի ապրանքանիշ;
(3) հագեցված է բարձր ճշգրտության ամբողջական փակ հանգույցով վանդակաճաղով;grating սանդղակի ապրանքանիշ. Իսպանիա FAGOR կամ նույն դասարանի ապրանքանիշ;
(4) XY ուղեցույց երկաթուղու պաշտպանություն. Ընդհանուր զրահապատ պաշտպանությունը օգտագործվում է պաշտպանելու համար՝ կանխելու օտար առարկաների մուտքը և աղտոտումը ուղեցույցի մեջ:Պաշտպանիչ ծածկույթն ունի գեղեցիկ տեսք և ողջամիտ կառուցվածք։
(1) Ուղղորդող երկաթուղու ձև. Z առանցքը ընդունում է երկու 55 ծանրաբեռնված գլանաձև գծային ուղեցույց ռելսեր՝ որպես սեղանի շարժման ուղեցույց և կրող երկաթուղի.Քսայուղի մեթոդը `յուղի քսում;Լարաչափի ապրանքանիշ. Թայվան Շանգին կամ նույն դասարանի ապրանքանիշը;
(2) Z-առանցքի փոխանցում. AC սերվո շարժիչը արագությունը բարձրացնելու և իջեցնելու համար օգտագործելուց հետո այն մղում է 50 մմ տրամագծով ճշգրիտ գնդիկավոր պտուտակը պտտելու՝ Z առանցքի առջևի և հետևի սնուցումը իրականացնելու համար.Քսայուղի մեթոդը `յուղի քսում;Պտուտակային ապրանքանիշ. Taiwan Shangyin կամ նմանատիպ ապրանքանիշեր;
(3) Հագեցած է կրկնակի բարձր ճշգրտության ամբողջական փակ հանգույցով վանդակաճաղով;վանդակաճաղի բրենդ՝ Իսպանիա FAGOR կամ նույն կարգի ապրանքանիշ:
CNC կարգավորիչ՝ Siemens 840Dsl

Մեքենայի CNC համակարգը Sinumerik 840 sl է SIEMENS-ից
CNC համակարգի հիմնական կոնֆիգուրացիան բավարարելիս երաշխավորվում են հետևյալ հատուկ պահանջները
Նվազագույն կառավարման միավոր՝ գծային առանցք≤0,001 մմ, պտտվող առանցք≤0,001°
Գրաֆիկական մոդելավորման գործառույթ
Անկյունային դանդաղեցման գործառույթ
Պտուտակային ինտերպոլացիա
Ֆրեզերային ֆունկցիա
Master-slave վերահսկողության թույլտվություն
15 դյույմանոց էկրանով
MCP 398C օպերատորի վահանակով
Ներառյալ 72/48 IO տախտակ
NX10.3 ընդլայնման առանցքի մոդուլ
DMC20 Hub մոդուլ
տվյալների հավաքագրումը
Տրամադրել համապատասխան տեղեկատվություն OPCUA-ի կամ 485-ի կամ վերին մակարդակի ծրագրաշարի միջոցով՝ օգտատերերի սարքավորումների հետ տեղեկատվականացման համատեղ կապը իրականացնելու համար, ներառյալ, բայց չսահմանափակվելով հետևյալով.
Սարքավորումների շահագործման տվյալները (արագությունը, սնուցման ուժը, գործիքի անվանումը, գործիքի երկարությունը, լիսեռի ուժի արժեքը, ծրագրի անվանումը և տարբերակը, ահազանգի գրառումը, շահագործման վահանակի գրառումը, կոորդինատային համակարգի զրոյական շեղումների գործընթացի պարամետրերը և այլն)
Սարքի անվանումը, ծրագրաշարի տարբերակը, ծրագրի անվանումը և ընթացիկ գործող ծրագրի տարբերակը
Սարքավորման գործառնական կարգավիճակը (ներառյալ, բայց չսահմանափակվելով գործարկման չաշխատող, աշխատող, անջատման և անսարքության կարգավիճակով), և կարող է ապահովել սարքավորումների խափանումների նախազգուշացում, էներգիայի սպառման հայտնաբերում և այլն:
PLC-ի գործարկման կարգավիճակը
Քսայուղային համակարգ;այս մեքենան ընդունում է խմբային անկախ նավթի մատակարարման տեխնոլոգիա
(1) X, Y, Z առանցքի ուղեցույցի, կապարի պտուտակի և դարակի համար ընդունված է յուղի մատակարարման և քսման անկախ ավտոմատ համակարգի մի շարք:Պտուտակային առանցքակալը քսում է քսուքով:
(2) Հիմնական լիսեռի յուղի և գազի քսումը/ավտոմատ բարակ յուղի քսումը ժամանակային և քանակական ավտոմատ ռեժիմ է, գործողությունը ավտոմատ կերպով վերահսկվում է թվային կառավարման համակարգով և կարող է հայտնաբերվել և ահազանգվել:Քսայուղային պոմպերի ապրանքանիշերն ընտրովի են՝ SKF նավթ-օդային քսում/Պրոտոն կամ նմանատիպ ապրանքանիշեր


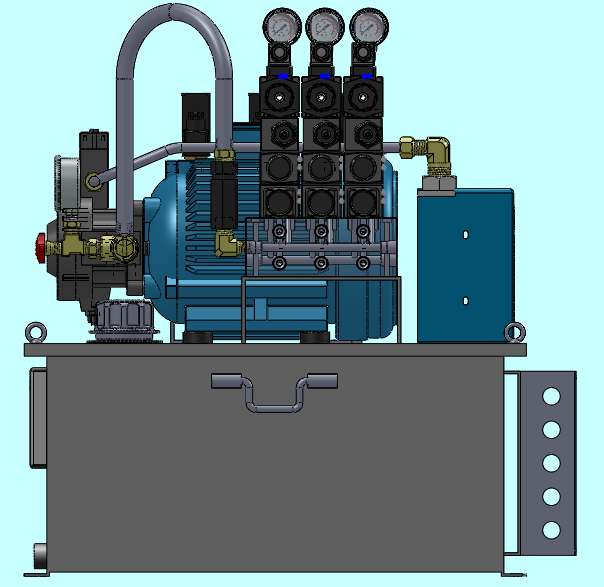
Հիդրավլիկ համակարգ
(1) Այս հաստոցը հագեցած է անկախ հիդրավլիկ համակարգով:
(2) Հաստոցային գործիքը հագեցած է առանձին հիդրավլիկ պոմպակայանով, իսկ հիդրավլիկ համակարգը հագեցած է մի շարք անվտանգության մոնիտորինգի սարքերով, ինչպիսիք են նավթի մակարդակի ազդանշանը, ջերմաստիճանի ազդանշանը, հակահոսքի խցանման ազդանշանը և նվազագույն աշխատանքային ճնշման ազդանշանը՝ ապահովելու համար, որ հաստոցը աշխատում է տարբեր անվտանգ պայմաններում., բարելավել օպերատորների անվտանգության պաշտպանությունը:
(3) Հիդրավլիկ կայանի ապրանքանիշը
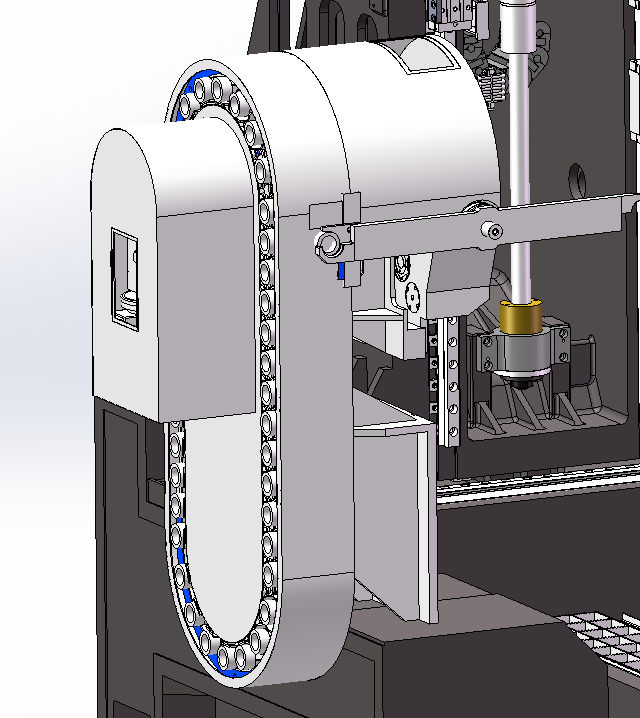
Գործիքների ամսագրի շղթայի ամսագիր 40T HSK-A63
Գործիքների ամսագրի ապրանքանիշ. Թայվանի կողմից ֆինանսավորվող Desu/Okada կամ նմանատիպ ապրանքանիշեր
Դրենաժային ակոսները երկու կողմերից և հիմքում ամբողջությամբ ձուլված են, և արտահոսքի կանխարգելման ազդեցությունը լավ է.
Մշակման տարածքի երկու կողմերում գտնվող պարուրաձև չիպային փոխակրիչները արագորեն տեղափոխում են երկաթե չիպսերը, որոնք առաջանում են բարձր արագությամբ մշակման արդյունքում, դեպի բարձրացնող չիպային փոխակրիչ՝ նվազեցնելով հաստոցային գործիքի ջերմային դեֆորմացիան և դեֆորմացիան և ապահովելով հաստոցների ճշգրտությունն ու կայունությունը.

Տեխնիկական տեղեկատվություն
| ՄՈԴԵԼ | NHM-63-P |
| X առանցքի ճանապարհորդություն (աղյուսակը շարժվում է ետ և առաջ) | 1000 |
| Y առանցքով ճանապարհորդություն (կառքը շարժվում է ձախ և աջ) | 900 թ |
| Z առանցքի ճանապարհորդություն (խոյը շարժվում է վեր ու վար) | 1000 |
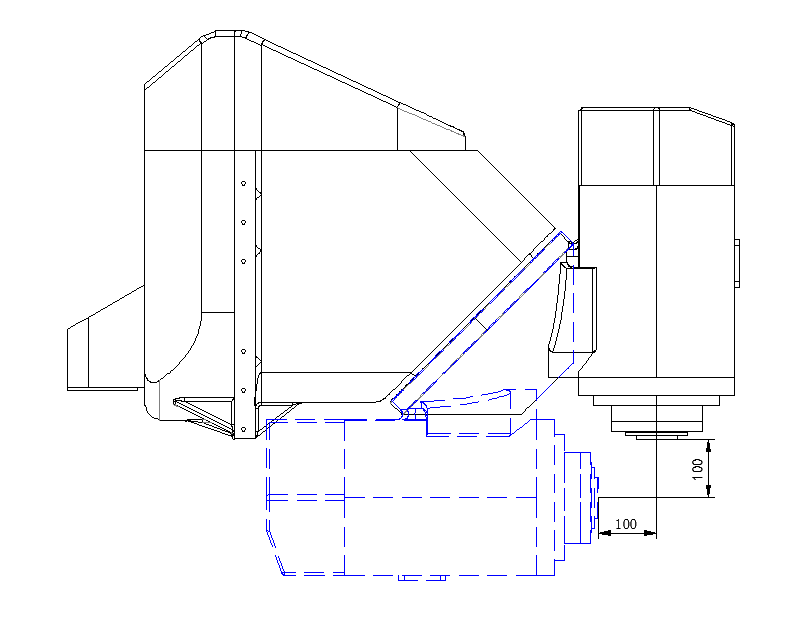
| Հեռավորությունը լիսեռի ծայրից մինչև աշխատանքային սեղան | 100-1350 թթ |
| աշխատանքային սեղանի չափը | 630X630 |
| քաշի հզորությունը | 1.5 |
| Spindle առավելագույն արագություն | 15000 |
| Հիմնական շարժիչի հզորությունը (գնահատված) | 15 |
| Առավելագույն ոլորող մոմենտ (գնահատված) | 72 |
| Spindle կոն | HSK-A63 |
| առավելագույն ոլորող մոմենտ | 2040 թ |
| կռվան առավելագույն ոլորող մոմենտ | 1320 թ |
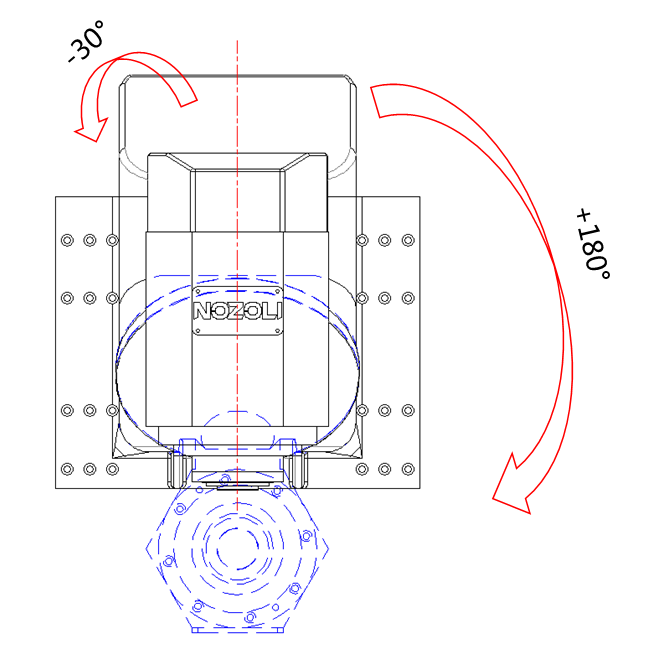
| Ճոճվող անկյուն | ±180°--30° |
| դիրքավորման ճշգրտություն | ±5" |
| Կրկնելիություն | ±3,5" |
| դիրքավորման ճշգրտություն | ±10» |
| Կրկնելիություն | ±6" |
| X, Y, Z արագ անցման արագություն | 24/24/24 |
| X, Y, Z դիրքավորման ճշգրտություն | ≤0,012 |
| X, Y, Z կրկնում են դիրքավորման ճշգրտությունը | ≤0,006 |
Ստանդարտ կոնֆիգուրացիա
| Siemens 840Dsl CNC համակարգ | Գերմանիա |
| X, Y, Z սնուցող սերվո շարժիչներ | Siemens Գերմանիա |
| XYZ Servo Drive | Siemens Գերմանիա |
| AC Servo Spindle Motor | Siemens Գերմանիա |
| Հինգ առանցքով հինգ կապող գլուխ | Շանհայ |
| Գնդիկավոր պտուտակ | HIWIN կամ համարժեք ապրանքանիշ |
| Գծային Roller ուղեցույց | HIWIN կամ համարժեք ապրանքանիշ |
| Յուրաքանչյուր լիսեռ պտուտակային առանցքակալ | Ճապոնական NSK կամ համարժեք ապրանքանիշ |
| Զուգավորում | Թայվան կամ համարժեք ապրանքանիշ |
| Պարույր կտրիչ | Շանհայ |
| Հաստոցաշինական ուղեցույցի ռելսերի պաշտպանություն | Շանհայ |
| Նավթի պոմպ և կենտրոնացված քսում համակարգ | Պրոտոն կամ SKF կամ համարժեք |
| Հարևանության անջատիչ, միջանկյալ ռելե | Omron/Schneider կամ համարժեք |
| ձեռքի զարկերակային գեներատոր | Համակարգի մատակարար նշանակված արտադրող/կամ համարժեք ապրանքանիշ |
| Spindle | INNA կամ համարժեք |
| Հաստոցների խոշոր ձուլում | Շանհայ |
| Հաստոցաշինական թիթեղների արտաքին պաշտպանություն | Շանհայ |
| Հաստոցաշինական խարիսխի պտուտակներ, եղջյուրի ամբողջական հավաքածու | Շանհայ |
| Հիդրավլիկ համակարգ | հայտնի է Չինաստանում |
| Աշխատանքային լույսեր և նախազգուշական լույսեր | հայտնի է Չինաստանում |
| Spindle ram հավասարակշռության մեխանիզմ | հայտնի է Չինաստանում |
| Spindle հովացման համակարգ և ջրամատակարարման համակարգ | հայտնի է Չինաստանում |
| Ընդհանուր սպասարկման գործիքներ | հայտնի է Չինաստանում |
| Մեխանիկական հրահանգների ձեռնարկ |
|
| Էլեկտրական հրահանգների ձեռնարկ |
|
| Հավաստագրում |
|
| Փաթեթավորման ցուցակ |
|
| Էլեկտրական սխեմա |
|
| Համակարգի շահագործման ձեռնարկ |
|
| Համակարգի պահպանման ձեռնարկ |
|
| Համակարգի պարամետրերի ձեռնարկ |
|
| Համակարգի գործարանային պարամետրերի աղյուսակ |
|
| Հիմնադրամի գծանկար | Տրվում է պայմանագրի ուժի մեջ մտնելուց հետո |
| Կառավարման տուփի ջերմաստիճանի կարգավորիչի ձեռնարկ |
|
Շնորհակալություն ուշադրության համար!





