E31 CNC գլանաձև սրճաղաց կտրիչ գործիքների համար


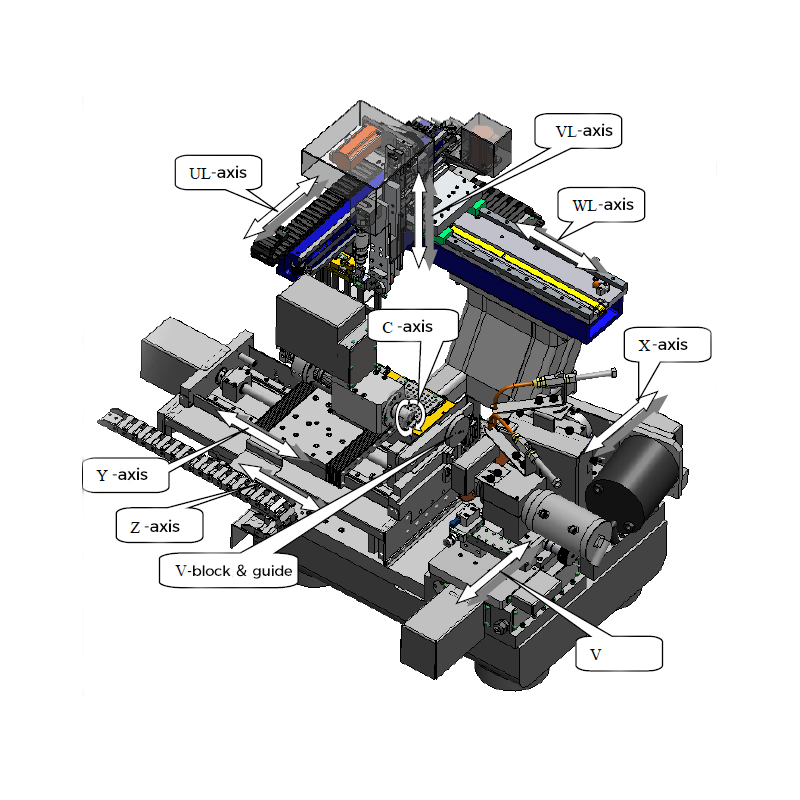
Մեքենայի հիմնական կառուցվածքի դիագրամ
Կիրառման շրջանակը
1. Կիրառման տիրույթ՝ ֆրեզերային կտրիչ, հորատիչ, փորիչ և տարբեր բարձր ճշգրտության մասերի մշակում:
2. Մշակման միջակայք՝ վերամշակված արտադրանքի տրամագիծը՝ Φ3~Φ20 մմ, մշակված արտադրանքի երկարության միջակայքը՝ 120 մմ (ավտոմատ), 330 մմ (ձեռնարկ)։
3. Մշակման բնութագրերը. նուրբ և կոպիտ կրկնակի հղկման անիվների միաժամանակյա հղկում, մեկանգամյա մշակում և ձևավորում
Մեքենայի ներածություն
1. Մահճակալի կառուցվածք.
2. Ամբողջ մեքենայի թիթեղը. ամբողջ մեքենան ունի ամբողջովին փակ կառուցվածք, իսկ հիմնական շրջանակն առանձնացված է արտաքին ծածկից՝ թրթռումից խուսափելու համար։
3. Կառավարման համակարգ՝ NEWCON
4. Շարժվող մասեր՝ X առանցք, V առանցք, Z առանցք, Y առանցք, WL առանցք, UL առանցք, VL առանցք, ուղղորդող անիվի մեխանիզմ, թևի մեխանիզմ, հիստերեզի ճշգրտման մեխանիզմ
5. Workpiece spindle. Chuangyun ինքնաշեն spindle
6. Grinding spindle. Xiamen վոլֆրամի շարժիչ
7. Ամբողջ մեքենայի քսում. յուղի խուլերը պահվում են յուրաքանչյուր առանցքի համար և պարբերաբար քսվում
8. Էլեկտրոնային կառավարման միավոր.
9. Սնուցման եղանակը՝ եռ առանցք մանիպուլյատորի կերակրում
Տեխնիկական բնութագրեր
| վերահսկման մեթոդ | Արտաքին կոճակներ, սենսորային էկրան | |
| Ցուցադրման մեթոդ | Սենսորային էկրան, նախազգուշական լույս | |
| սառեցման մեթոդ | Յուղի սառնարան | |
| փոխանցման եղանակը | Հիդրավլիկ, օդաճնշական, servo շարժիչ | |
| էլեկտրամատակարարում | AC 3×380V,50Hz | |
| Առավելագույն ընդհանուր հզորությունը | 25 կՎտ | |
| Չափերը | 2152 × 1838 × 2614 մմ | |
| համախառն քաշը | 3050 կգ | |
| Սառեցման յուղի ճնշում | 0,6 ~ 0,8 ՄՊա | |
| բարոմետրիկ ճնշում | Ճանապարհի ընդհանուր ճնշումը՝ 5~6Բար | |
| Chuck օդի ճնշումը՝ 2~3Bar | ||
| Ուղղորդող անիվի օդի ճնշումը՝ 2~2,5Բար | ||
| Բռնիչի օդային ճանապարհի ճնշումը՝ 1,5~4Բար | ||
| Թևի օդի ճնշումը՝ 5~6Բար | ||
| Օպտիկական կշեռքի մաքրման օդի ճնշումը՝ 0,6~0,7Բար | ||
| Մանիպուլյատորի պարամետրերը | ||
| UL առանցք | Ճամփորդություն | 450 մմ |
| Կրկնելիություն | 0.02 մմ | |
| Գործողության առավելագույն արագություն | 15000 մմ/րոպ | |
| VL առանցք | Ճամփորդություն | 100 մմ |
| Կրկնելիություն | 0.02 մմ | |
| Գործողության առավելագույն արագություն | 15000 մմ/րոպ | |
| WL առանցք | Ճամփորդություն | 540 մմ |
| Կրկնելիություն | 0.02 մմ | |
| Գործողության առավելագույն արագություն | 15000 մմ/րոպ | |
| Մշակման առանցքի պարամետր | ||
| Z առանցք | Ճամփորդություն | 100 մմ |
| Նվազագույն լուծման ճշգրտություն | 0,0001 մմ | |
| Y առանցք | Ճամփորդություն | 350 մմ |
| Նվազագույն լուծման ճշգրտություն | 0,0001 մմ | |
| X առանցք | Ճամփորդություն | 35 մմ |
| Նվազագույն լուծման ճշգրտություն | 0,0001 մմ | |
| V առանցք | Ճամփորդություն | 35 մմ |
| Նվազագույն լուծման ճշգրտություն | 0,0001 մմ | |
| Ուղղորդող անիվ | Պտտման ճշգրտությունը. | ≤0,010 մմ |
| Աշխատանքային գլուխ (C առանցք) | Շարժիչի հզորություն | 1,57 կՎտ |
| Պտտվող արագություն | ≤2000 rpm | |
| Անջատման ճշգրտություն | ≤0,002 մմ | |
| նվազագույն լուծում | 0,0001° | |
| Կոպիտ հղկող անիվի լիսեռ | Շարժիչի հզորություն | 8,5 կՎտ |
| Պտտվող արագություն | ≤5000 rpm | |
| Անջատման ճշգրտություն | ≤0,002 մմ | |
| դինամիկ հավասարակշռություն | ≤G0.4 | |
| Նուրբ հղկող անիվի լիսեռ | Շարժիչի հզորություն | 1,4 կՎտ |
| Պտտվող արագություն | ≤7950 rpm | |
| Անջատման ճշգրտություն | ≤0,002 մմ | |
| դինամիկ հավասարակշռություն | ≤G0.4 | |
| Հղկման պարամետրեր |
|
|
| Չակի մոդելը | W20 | |
| Կոպիտ հղկող անիվի տրամագիծը | Ø250 մմ | |
| Նուրբ հղկող անիվի տրամագիծը | Ø150 մմ | |
| Աշխատանքային մասի սրունքի տրամագիծը | Ø3-Ø12 մմ (ավտոմատ) / Ø3-Ø20 մմ (մեխանիկական) | |
| Workpiece Grinding Range | Ø0.08 - Ø20 մմ | |
| աշխատանքային մասի երկարությունը | 120 մմ (ավտոմատ) / 350 մմ (մեխանիկական) | |
| Աշխատանքային մասի մշակման առավելագույն երկարությունը | 330 մմ | |
| Արտաքին տրամագծի արտահոսքի մշակում | ≤0,003 մմ | |
| Երկարության հաստոցների ճշգրտությունը | ±0.1 մմ | |
| Անկյունային հաստոցների ճշգրտություն | ≤0,3° | |
| Արտաքին տեսքի ճշգրտություն | ≤Ra0.4 (ավարտական հղկում) | |
Ստանդարտ կազմաձևման ցուցակ
| 10 | CNC համակարգ | NEWC0N | 1 |
| 20 | սերվո շարժիչ | NEWC0N | 8 |
| 30 | սերվերի վարորդ | NEWC0N | 4 |
| 40 | Օպերացիոն վահանակ/ձեռքի անիվ | NEWC0N | 1 |
| 50 | Բարձր ճշգրտության աշխատանքային գլխի մոդուլ | GESAC | 1 |
| 60 | Բարձր ճշգրտության էլեկտրական spindle (1.4KW) | GESAC | 1 |
| 70 | Բարձր ճշգրտության շարժիչ (7,1 կՎտ) | GESAC | 1 |
| 80 | Բարձր ճշգրտության մեխանիկական լիսեռ | GESAC | 1 |
| 90 | Ճշգրիտ երկաթուղի | Շնեբերգեր | 10 |
| 100 | Precision Crossed Roller Linear Way | Շնեբերգեր | 4 |
| 110 | Ճշգրիտ գնդիկավոր պտուտակ | ՆՍԿ | 4 |
| 120 | Գործողության և մշակման մոդելավորման ծրագրակազմ (ստանդարտ քայլի տարբերություն, գնդաձև և այլն) | GESAC | 1 |
| 130 | Inverter | GESAC | 1 |
| 140 | Inverter | GESAC | 1 |
| 150 | սենսորային էկրան | 19 ԷԼՈ | 1 |
| 160 | Հաստոցաշինական անվտանգության դռան կողպման սարք | Ցզինժոնգ | 1 |
| 170 | սենսոր | Բաումերը | 3 |
| 180 թ | հոսքի սենսոր | Յիֆումեն | 1 |
| 190 թ | Էլեկտրական բաղադրիչներ | Շնայդեր | 1 |
| 200 թ | Օդաճնշական բաղադրիչներ | CKD | 1 |
| 210 | Լար և մալուխ | ComCab | 1 |
| 220 | Դարակավոր օդորակիչ | GESAC | 1 |
| 230 | Ճշգրիտ ճնշման անիվ Ø92x8 | GESAC | 1 |
| 240 | Ճշգրիտ ճնշման անիվ Ø92x15 | GESAC | 1 |
| 250 | Chuck W20 D4 | GESAC | 1 |
| 260 թ | Ստանդարտ սկուտեղ D4 | GESAC | 3 |
| 260 թ | Բարձր ճշգրտությամբ համապատասխանող V-բլոկ (3-6)*10 | GESAC | 1 |
| 280 թ | Բարձր ճշգրտության հղկող անիվի եզր (արագ փոփոխության տեսակ) | GESAC | 2 |
| 290 թ | Մանիպուլյատոր մատների ամբողջական հավաքածու | GESAC | 1 |
Մեքենայի բնութագրերը
Մշակման տարածքում օգտագործվում է 8 CNC առանցք, 5 CNC առանցք, որոնք կարող են իրականացնել ավտոմատ բեռնում և բեռնաթափում, խմբաքանակի անօդաչու արտադրություն
Հաստոցների մշակման ճշգրտությունը և արդյունավետությունը
1. Աշխատանքային մասի ճառագայթային արտահոսքը 0,003 մմ է;
2. 2.0 չափսի ճշգրտությունը վերահսկվում է ±0.005 մմ սահմաններում;
3. Աշխատանքային մասի կլորությունը 0,003 մմ է;
4. Մակերեւույթի կոշտություն < Ra0.4;