






Չորս կայանի լիսեռ եզր հորատման մեքենա

Մեքենայի առանձնահատկությունները
Չորս կայանային եզր CNC հորատման և ֆրեզերային մեքենաների շարքը հիմնականում օգտագործվում է շրջանաձև եզրերի մշակման համար և կարող է օգտագործվել նաև արդյունավետ տիրույթի հաստությամբ աշխատանքային մասերի արդյունավետ հորատման / ֆրեզման համար, ինչպիսիք են կիսալիսեռները, հարթ թիթեղները, եզրերը, սկավառակները և օղակները: / Հպում / reaming / փորագրություն և այլ գործընթացներ: Միջանցքային և կույր անցքեր կարող են փորվել պարզ նյութական մասերի և կոմպոզիտային նյութերի վրա: Հաստոցային գործիքը թվային կառավարվում է հեշտ շահագործման համար: Կարող է հասնել ավտոմատացման, բարձր ճշգրտության, բազմաթիվ տեսակների, զանգվածային արտադրության:
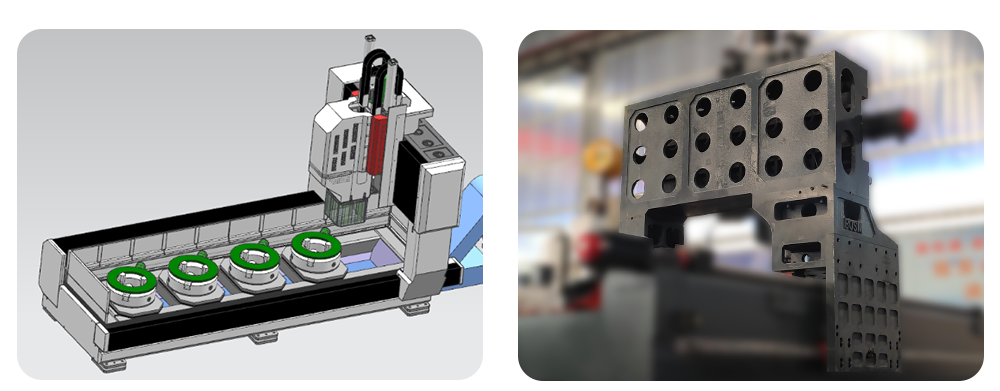
Մեքենայի կառուցվածքը
Այս մեքենան հիմնականում ունի աշխատասեղան, հիդրավլիկ չորս ծնոտի ինքնակենտրոնացման ճարմանդների չորս հավաքածու, շարժական պահարան, շարժական լոգարիթմական թամբ, հորատման և ֆրեզերային հզորության գլխիկ, ավտոմատ քսում և պաշտպանիչ սարք, շրջանառվող հովացման սարք, թվային կառավարման համակարգ և էլեկտրական համակարգ։ և այլն կազմը: Շարժման գծի ուղեցույցի և ճշգրիտ առաջատար պտուտակահանի հենարանն ու ուղղորդումը, հաստոցային գործիքն ունի բարձր դիրքավորման ճշգրտություն և կրկնվող դիրքավորման ճշգրտություն:
1.Մահճակալ աշխատանքային սեղան:
Մահճակալը պատրաստված է պողպատե կառուցվածքային մասերից։ Այն ավարտվում է երկրորդային կոփումով։ Այն ունի լավ դինամիկ և ստատիկ կոշտություն և չի դեֆորմացվում: Աշխատանքային սեղանն օգտագործում է 500 մմ չորս ծնոտի ինքնակենտրոն հիդրավլիկ ճարմանդների չորս հավաքածու՝ աշխատանքային մասերը արագ սեղմելու համար: Մահճակալի երկու կողմերում տեղադրված են երկու ծայրահեղ բարձր հզորությամբ գծային շարժակազմի ուղեցույցներ: Դիրքավորումից հետո ներմուծված բարձր ինտենսիվության կողպման երկու կոմպլեկտներ Հզոր երկաթուղային սեղմիչը ամուր տեղադրված և կողպված է ռելսի վրա: Ամրացուցիչը հիանալի տեղավորվում է առանց ռելսերի սահիչը վնասելու: Սեղմակի բացման և փակման ժամանակը կազմում է ընդամենը 0,06 վայրկյան, ինչը զգալիորեն կրճատում է մշակման ժամանակը: Շարժիչային համակարգը օգտագործում է ավտոբուսի բացարձակ սերվո շարժիչ և ճշգրտություն: Գնդիկավոր պտուտակը մղում է երեսպատումը Y-առանցքի ուղղությամբ շարժվելու համար: Կարգավորվող պտուտակները բաժանված են մահճակալի ներքևի մասում, որոնք հեշտությամբ կարող են կարգավորել մահճակալի սեղանի մակարդակը:
2.Բջջային պահարան.
Շարժական անդրանիկը ձուլված է մոխրագույն երկաթով 250: Ծանր փնջի բարձրությունը 800 մմ է՝ ամրությունը բարձրացնելու համար: Գլանափաթեթի առջևի մասում տեղադրված են երկու գերբարձր հզորությամբ շարժակազմի գծային ուղեցույցներ: Կապույտ սահիկը օգտագործում է ճշգրիտ գնդիկավոր պտուտակային զույգ և սերվո շարժիչ՝ հոսանքի գլխիկի սահիկը Y առանցքի ուղղությամբ տեղափոխելու համար: Էլեկտրաէներգիայի գլխիկի սլայդի վրա տեղադրված է հորատման հզորության գլխիկ: Գնդիկի շարժումն իրականացվում է սերվո շարժիչով, որը մղում է գնդիկավոր պտուտակային մայրը պտտվելու գնդիկավոր պտուտակի վրա ճշգրիտ միացման միջոցով:
3.Բջջային լոգարիթմական թամբ.
Շարժական լոգարիթմական թամբը ճշգրիտ թուջե կառուցվածքային բաղադրիչ է: Լոգարիթմական թամբը լայնացվում և ավելանում է՝ ուղղորդող երկաթուղու կենտրոնական հեռավորությունը մեծացնելու համար: Գլանաձև գծային ուղեցույցների երկու հավաքածու և ճշգրիտ գնդիկավոր պտուտակային զույգեր միացված են բարձր ճշգրտության թևին: Արգելակման սերվո շարժիչը մղում է հորատման հզորության գլուխը շարժվելու Z առանցքի ուղղությամբ, ինչը կարող է արագ առաջ շարժվել, արդյունաբերական առաջխաղացում, արագ փաթաթում և հոսանքի գլխիկի կանգառ: Չիպերի ավտոմատ կոտրման, չիպերի հեռացման, դադարի գործառույթներով:

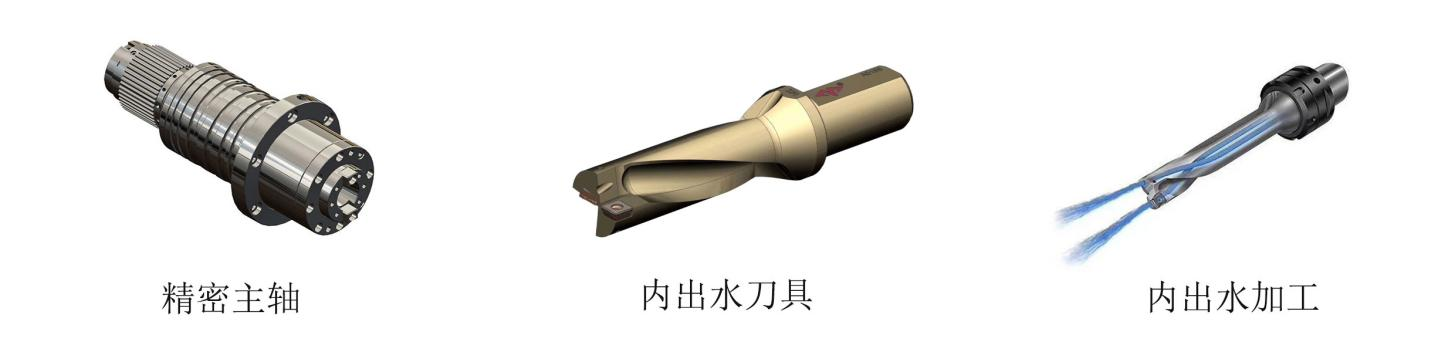
4.Հորատման հզորության գլուխը.
Հորատման հզորության գլխիկը օգտագործում է հատուկ սերվո spindle շարժիչ: Ճշգրիտ մեխանիկական spindle-ը պայմանավորված է ատամնավոր սինխրոն գոտու դանդաղեցմամբ՝ մեծացնելով ոլորող մոմենտը: The spindle օգտագործում է առջեւի երեք, երկու, եւ հինգ շարք ճապոնական անկյունային շփման առանցքակալներ հասնելու աստիճան արագության փոփոխության. Արագ և հեշտ փոխարինում, սնուցումն իրականացվում է սերվո շարժիչով և գնդիկավոր պտուտակով: X և Y առանցքները կարող են կապակցվել, իսկ կիսափակ օղակի կառավարումը կարող է օգտագործվել գծային և շրջանաձև ինտերպոլացիայի գործառույթների հասնելու համար:
5. Հարթ շղթայական ավտոմատ չիպային կոնվեյեր և շրջանառվող հովացման սարք
Այս մեքենան հագեցած է հարթ շղթայական ավտոմատ չիպային փոխակրիչով և չիպերի կոլեկտորով: Շրջանառվող հովացման սարքը հագեցած է թղթե ֆիլտրով, որն ունի բարձր ճնշման ներքին հովացման պոմպ և ցածր ճնշման արտաքին հովացման պոմպ գործիքի ներքին և արտաքին սառեցման համար:
5.1 Ավտոմատ քսող սարք և պաշտպանիչ սարք.
Այս մեքենան հագեցած է Թայվանի օրիգինալ ծավալային մասնակի ճնշման ավտոմատ քսում սարքով, որը կարող է ավտոմատ կերպով յուղել ուղեցույցի ռելսերը, կապարի պտուտակները և այլ շարժվող զույգերը, և մեքենայի ծառայության ժամկետն ապահովելու համար մեռած անկյուն չկա: Հաստոցաշինական X-առանցքները և Y-առանցքները հագեցված են փոշուց պաշտպանիչ ծածկոցներով, իսկ աշխատասեղանի շուրջ տեղադրված են անջրանցիկ պաշտպանիչներ:
6. CNCկառավարման համակարգ.
6.1. Չիպերի կոտրման ֆունկցիայի շնորհիվ չիպի կոտրման ժամանակը և չիպի կոտրման ցիկլը կարող են սահմանվել մարդ-մեքենա ինտերֆեյսի վրա:
6.2. Գործիքների բարձրացման գործառույթի միջոցով գործիքի բարձրացման բարձրությունը կարող է սահմանվել մարդ-մեքենա ինտերֆեյսի վրա: Այս բարձրության վրա հորատելիս գայլիկոնը արագորեն բարձրացվում է աշխատանքային մասի վերևում, այնուհետև չիպը ջարդվում է, այնուհետև արագորեն տեղափոխվում է հորատման մակերես և ավտոմատ կերպով վերածվում աշխատանքի:
6.3. Գործողության կենտրոնացված կառավարման տուփը և ձեռքի միավորը ընդունում են թվային կառավարման համակարգ և հագեցած են USB ինտերֆեյսով և LCD էկրանով: Ծրագրավորումը, պահեստավորումը, ցուցադրումը և հաղորդակցությունը հեշտացնելու համար գործառնական միջերեսն ունի այնպիսի գործառույթներ, ինչպիսիք են մարդ-մեքենա երկխոսությունը, սխալների փոխհատուցումը և ավտոմատ ահազանգը:
6.4. Սարքավորումն ունի նախադիտելու և մշակելուց առաջ անցքի դիրքը վերստուգելու գործառույթ, և շահագործումը շատ հարմար է։

7. Rail սեղմիչ:
Ամրացուցիչը կազմված է սեղմակի հիմնական մասից, ակտուատորներից և այլն: Այն բարձր արդյունավետության ֆունկցիոնալ բաղադրիչ է, որն օգտագործվում է շարժվող գծային ուղեցույցի զույգի հետ միասին: Սեպ բլոկի ուժի ընդլայնման սկզբունքի միջոցով այն առաջացնում է ուժեղ սեղմող ուժ. այն ունի ֆիքսված պահարան, ճշգրիտ դիրքավորում, հակաթրթռումային և կոշտությունը բարելավելու գործառույթ:
Ունի հետևյալ բնութագրերը.
Ø 1)Անվտանգ և հուսալի, ուժեղ սեղմող ուժ, սեղմելով չշարժվող XY առանցքը հորատման և կտկտոցների մշակման ընթացքում:
Ø 2)Ծայրահեղ բարձր կռվան ուժը մեծացնում է առանցքային սնուցման կոշտությունը և կանխում թրթռումից առաջացած վրդովմունքը:
Ø 3)Արագ արձագանք, բացման և փակման արձագանքման ժամանակը ընդամենը 0,06 վայրկյան է, ինչը կարող է պաշտպանել հաստոցը և մեծացնել կապարի պտուտակի կյանքը:
Ø 4) Երկարակյաց, նիկելապատ մակերես, լավ հակաժանգի կատարում:
Ø 5)Նոր դիզայն՝ խստացնելիս կոշտ ազդեցությունից խուսափելու համար:

Բնորոշումn
| Մոդել | BOSM-DS500 | Միավոր | |
| Աշխատանքային մասի առավելագույն չափը | Արտաքին տրամագիծը | 50-500 թթ | mm |
| Աշխատանքային մասի առավելագույն բարձրությունը | 300 | Kg | |
| Աշխատանքային մասի կես լիսեռի տրամագիծը | ≤200 | mm | |
| Լիսեռի երկարությունը | 700 մմ կարելի է մեծացնել ըստ հիմքի | mm | |
| Աշխատանքային մասի հաստությունը | ≤5 անգամ փորվածքի տրամագիծը | mm | |
| Ուղղահայաց խոյ տեսակի հորատման հզորության գլուխ | Քանակ | 1 | հատ |
| Spindle կոն | BT40 | ||
| Հորատման տրամագիծը | Φ2-Φ36 | mm | |
| Հպման տիրույթ | M6-M24 | ||
| Spindle արագություն | 30-3000 | ռ/մմ | |
| Servo spindle շարժիչի հզորությունը | 15 | Kw | |
| Հեռավորությունը լիսեռի ներքևից մինչև աշխատասեղան | 150-550մմ±20 | mm | |
| Հզորության գլխի կողային շարժում (X առանցք) | ՄԱՔՍ. ճանապարհորդություն | 2600 թ | mm |
| X առանցքի արագություն | 0~8 | մ/րոպ | |
| X առանցքի սերվո շարժիչի հզորությունը | 2.4 | Kw | |
| Շարժվող ճառագայթի երկայնական շարժում (Y առանցք) | ՄԱՔՍ. ճանապարհորդություն | 500 | mm |
| Y առանցքի արագություն | 0~8 | մ/րոպ | |
| Y Axis servo շարժիչի հզորությունը | 2.4 | Kw | |
| Քնի ուղղահայաց սնուցման շարժում (Z առանցք) | ՄԱՔՍ. ճանապարհորդություն | 400 | mm |
| Z առանցքի արագություն | 0~4 | մ/րոպ | |
| Z Axis servo շարժիչի հզորությունը | 1×2.4 արգելակ | Kw | |
| Դիրքորոշման ճշգրտություն | 500x500 | ±0,03 | mm |
| Ինդեքսավորման ճշգրտություն | 360° | ±0,001° | |
| Մեքենայի չափը | Երկարություն x լայնություն x բարձրություն | 3600×1650×2300 | mm |
| Մեքենայի քաշը | 8.5 | T | |
Որակի ստուգում
Յուրաքանչյուր մեքենա տրամաչափված է Միացյալ Թագավորության RENISHAW ընկերության լազերային ինտերֆերոմետրով, որը ճշգրիտ ստուգում և փոխհատուցում է բարձրության սխալները, հակահարվածը, դիրքավորման ճշգրտությունը և կրկնվող դիրքավորման ճշգրտությունը՝ ապահովելու մեքենայի դինամիկ, ստատիկ կայունությունը և մշակման ճշգրտությունը: . Գնդաձողերի փորձարկում Յուրաքանչյուր մեքենա օգտագործում է բրիտանական RENISHAW ընկերության գնդաձողի փորձարկիչը՝ ճշմարիտ շրջանագծի ճշգրտությունը և մ.
Չինաստանի երկրաչափական ճշգրտությունը և միևնույն ժամանակ կատարեք շրջանաձև կտրման փորձեր՝ ապահովելու մեքենայի 3D մշակման ճշգրտությունը և շրջանակի ճշգրտությունը:

Հաստոցների օգտագործման միջավայր
1.1 Սարքավորումների բնապահպանական պահանջներ
Շրջակա միջավայրի ջերմաստիճանի մշտական մակարդակի պահպանումը ճշգրիտ հաստոցների համար էական գործոն է:
(1) Մատչելի շրջակա միջավայրի ջերմաստիճանը -10 ℃ ~ 35 ℃ է: Երբ շրջակա միջավայրի ջերմաստիճանը 20 ℃ է, խոնավությունը պետք է լինի 40 ~ 75%:
(2) Որպեսզի հաստոցների ստատիկ ճշգրտությունը պահպանվի նշված միջակայքում, շրջակա միջավայրի օպտիմալ ջերմաստիճանը պահանջվում է 15 ° C-ից 25 ° C ջերմաստիճանի տարբերությամբ:
Այն չպետք է գերազանցի ± 2 ℃ / 24 ժամ:
1.2 Սնուցման լարումը` 3 փուլ, 380 Վ, լարման տատանումը ± 10%-ի սահմաններում, սնուցման հաճախականությունը` 50 ՀՑ:
1.3 Եթե օգտագործման վայրում լարումը անկայուն է, ապա հաստոցը պետք է հագեցած լինի կարգավորվող սնուցմամբ՝ հաստոցների բնականոն աշխատանքը ապահովելու համար:
1.4. Հաստոցային գործիքը պետք է հուսալի հիմնավորում ունենա. հողակցող մետաղալարը պղնձե մետաղալար է, մետաղալարերի տրամագիծը չպետք է լինի 10 մմ²-ից պակաս, իսկ հողակցման դիմադրությունը 4 ohms-ից պակաս:
1.5 Սարքավորումների բնականոն աշխատանքային կատարումն ապահովելու համար, եթե օդային աղբյուրի սեղմված օդը չի բավարարում օդի աղբյուրի պահանջները, նախքան օդի աղբյուրի մաքրման սարքերը (խոնավացում, յուղազերծում, զտում) պետք է ավելացվեն: մեքենայի օդի ընդունումը.
1.6. Սարքավորումը պետք է հեռու պահվի արևի ուղիղ ճառագայթներից, թրթռումներից և ջերմային աղբյուրներից և հեռու բարձր հաճախականության գեներատորներից, էլեկտրական եռակցման մեքենաներից և այլն, որպեսզի խուսափեն մեքենայի արտադրության ձախողումից կամ մեքենայի ճշգրտության կորստից:
Ծառայությունից առաջ և հետո
1) Ծառայությունից առաջ
Հաճախորդների հարցումների և անհրաժեշտ տեղեկատվության ուսումնասիրության միջոցով, այնուհետև մեր ինժեներներին հետադարձ կապի միջոցով, Bossman Technical թիմը պատասխանատու է հաճախորդների հետ տեխնիկական հաղորդակցության և լուծումների ձևակերպման համար՝ օգնելով հաճախորդին ընտրել համապատասխան մշակման լուծում և համապատասխան մեքենաներ:
2) Ծառայությունից հետո
A. Մեքենան մեկ տարվա երաշխիքով և վճարված է ցմահ սպասարկման համար:
B. Մեքենայի նշանակման նավահանգիստ ժամանելուց հետո մեկ տարվա երաշխիքային ժամանակահատվածում BOSSMAN-ը կտրամադրի անվճար և ժամանակին սպասարկում մեքենայի տարբեր ոչ տեխնածին անսարքությունների համար և ժամանակին կփոխարինի բոլոր տեսակի ոչ տեխնածին վնասված մասերը անվճար: վճարովի . Երաշխիքային ժամկետի ընթացքում առաջացած խափանումները պետք է վերանորոգվեն համապատասխան վճարներով:
Գ.Տեխնիկական աջակցություն 24 ժամվա ընթացքում առցանց, TM, Skype, E-mail, հարաբերական հարցերի ժամանակին լուծում: եթե հնարավոր չէ լուծել, BOSSMAN-ը անմիջապես կկազմակերպի, որ հետվաճառքի ինժեները տեղում ժամանի վերանորոգման համար, գնորդը պետք է վճարի VISA-ի, թռիչքների տոմսերի և կացարանի համար:
Հաճախորդի Կայք






