






Ծանր պարտականություն CNC հորատման ֆրեզերային մեքենա

CNC հորատման և ֆրեզերային մեքենա
Բարձր արագությամբ CNC հորատման և ֆրեզերային մեքենա
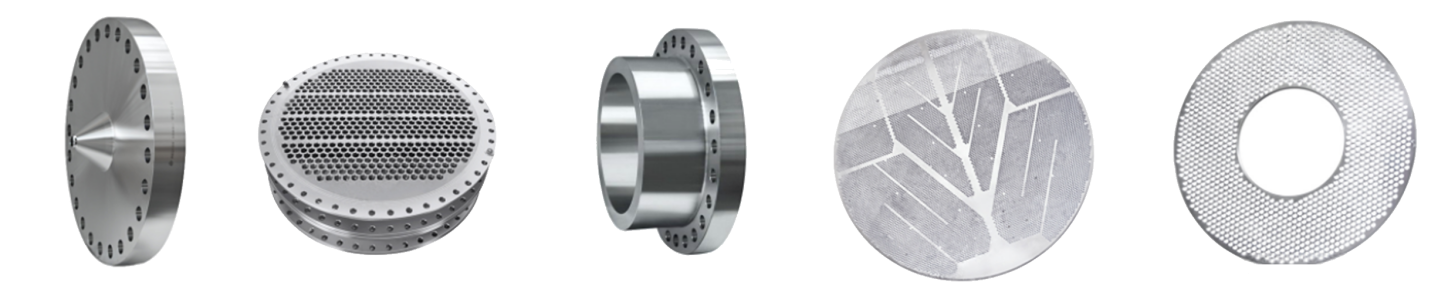
Մեքենայի կիրառում
CNC հորատման և ֆրեզերային մեքենաները հիմնականում օգտագործվում են արդյունավետ տիրույթում հաստությամբ աշխատանքային մասերի արդյունավետ հորատման համար, ինչպիսիք են թիթեղները, եզրերը, սկավառակները և օղակները: Անցող և կույր անցքեր կարող են փորվել տարբեր տեսակի նյութերի վրա: Մեքենան թվային կառավարվում է հեշտ շահագործման միջոցով: Այն կարող է հասնել ավտոմատացման, բարձր ճշգրտության, բազմաթիվ տեսակների, զանգվածային արտադրության:
Տարբեր օգտագործողների վերամշակման կարիքները բավարարելու համար մեր ընկերությունը մշակել է տարբեր մեքենաներ: Բացի սովորական մոդելներից, այն կարող է նաև հարմարեցվել ըստ հաճախորդների իրական կարիքների:
Մեքենայի կառուցվածքը
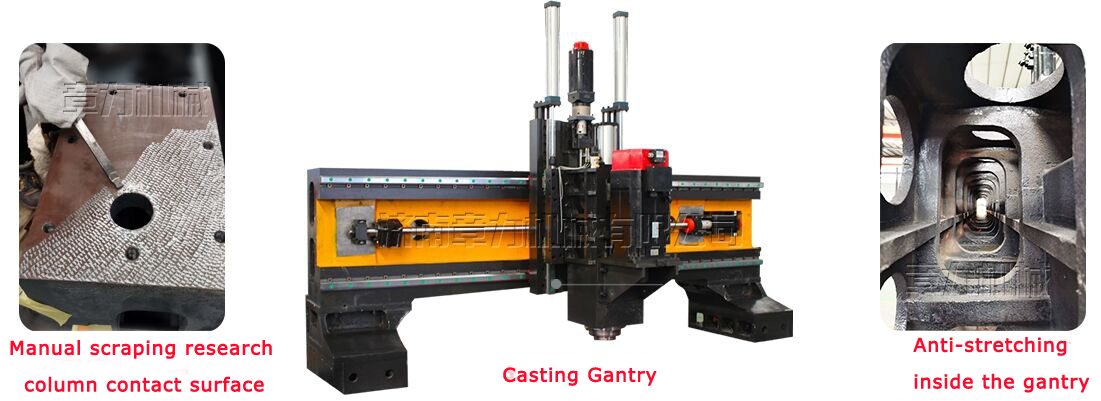
Այս սարքավորումը հիմնականում բաղկացած է մահճակալի սեղանից, շարժվող պորտից, շարժվող լոգարիթմական թամբից, հորատման և ֆրեզերային լիսեռից, ավտոմատ քսելու սարքից և պաշտպանիչ սարքից, շրջանառվող հովացման սարքից, CNC կառավարման համակարգից, էլեկտրական համակարգից և այլն: Շարժման գծի ուղեցույցի և ճշգրիտ առաջատար պտուտակային շարժիչի հենարանն ու ուղղորդումը, մեքենան ունի բարձր դիրքավորման ճշգրտություն և կրկնվող դիրքավորման ճշգրտություն:
1)Աշխատանքային սեղան:
Աշխատանքային սեղանն ընդունում է ձուլման կառուցվածք, և ինքնաթիռն ունի T-անցք՝ խելամիտ հարդարման դասավորությամբ՝ աշխատանքային մասերը սեղմելու համար: Մահճակալի վերևում դասավորված են T-անցքեր։ Շարժիչային համակարգը օգտագործում է AC servo շարժիչը և ճշգրիտ գնդիկավոր պտուտակը՝ երկու կողմերից քշելու համար, որպեսզի երեսպատումը շարժվի Y առանցքի ուղղությամբ: Կարգավորվող պտուտակները բաժանված են մահճակալի ներքևի մասում, որոնք հեշտությամբ կարող են կարգավորել մահճակալի սեղանի մակարդակը:
2)Moվինգհենարան:
Շարժական անդրանիկը ձուլված է մոխրագույն երկաթով 250, իսկ երկու գերհզոր շարժակազմի գծային ուղեցույցներ տեղադրված են պահարանի առջևի մասում: Ճշգրիտ գնդիկավոր պտուտակների զույգը և սերվո շարժիչը ստիպում են էլեկտրական գլխիկի սահիկը շարժվել X առանցքի ուղղությամբ: Էլեկտրաէներգիայի գլխիկի սլայդի վրա տեղադրված է հորատման հզորության գլխիկ: Գնդիկի շարժումն իրականացվում է սերվո շարժիչով, որը գնդային մետաղալարն ուղղում է գնդիկավոր պտուտակի վրա ճշգրիտ միացման միջոցով:

3)Moվինգլոգարիթմական թամբ:
Շարժական լոգարիթմական թամբը ճշգրիտ թուջե կառուցվածքային բաղադրիչ է: Երկու գերբարձր հզորությամբ NC երկաթուղային սլայդներ և մի շարք ճշգրիտ գնդիկավոր պտուտակային զույգեր և բարձր ճշգրտության մոլորակային ռեդուկտոր միացված են սերվո շարժիչին՝ հորատման հզորության գլուխը քշելու համար: Z-առանցքի ուղղությամբ շարժվելը կարող է արագ առաջ շարժվել, աշխատել առաջ, արագ ետ վերադառնալ և հոսանքի գլխիկի կանգառը: Չիպերի ավտոմատ կոտրման, չիպերի հեռացման, դադարի գործառույթներով:
4)Հորատման հզորության գլուխ(Ափսոս):
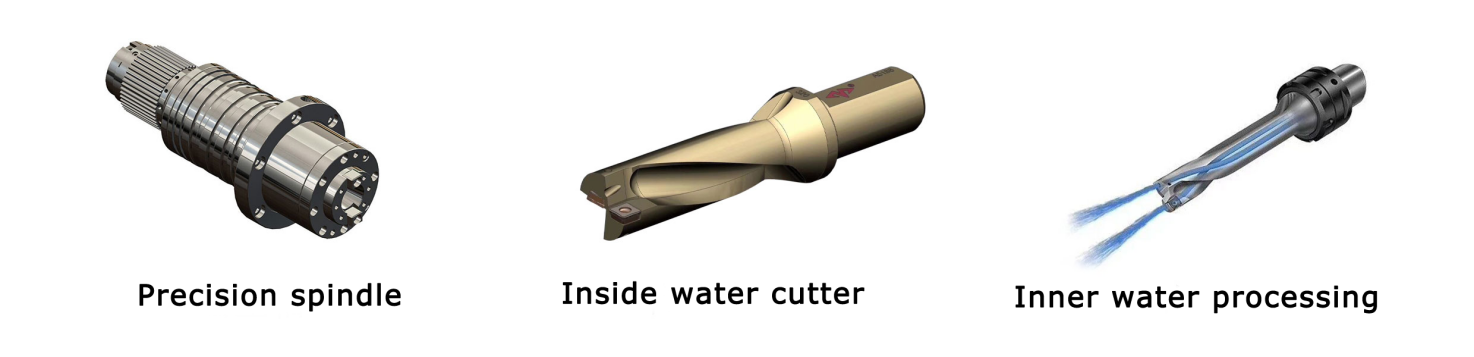
Հորատման հզորության գլխիկը օգտագործում է հատուկ սերվո spindle շարժիչ, որը մղում է հատուկ ճշգրիտ spindle՝ դանդաղեցնելով ատամնավոր համաժամանակյա գոտին՝ մեծացնելով ոլորող մոմենտը: The spindle օգտագործում է առջեւի երեք, երկու, եւ հինգ շարք ճապոնական անկյունային շփման առանցքակալներ հասնելու աստիճան արագության փոփոխության. Արագ և հեշտ փոխարինում, սնուցումն իրականացվում է սերվո շարժիչով և գնդիկավոր պտուտակով: X և Y առանցքները կարող են կապակցվել, և կիսափակ հանգույցի կառավարումն օգտագործվում է գծային և շրջանաձև ինտերպոլացիայի գործառույթների հասնելու համար:
Spindle-ի ծայրը BT40 կոնաձև անցք է, որը հագեցած է Rotorfoss բարձր արագությամբ պտտվող միացմամբ Իտալիայից, որը կարող է օգտագործել բարձր արագությամբ U գայլիկոն (բռնի գայլիկոն) և միջուկային հորատանցք՝ ջուրը լիցքաթափելու համար: իրականացնել խորը անցքերի մշակում և պաշտպանել գործիքը՝ նվազեցնելու օգտագործման արժեքը:
5)Ավտոմատ քսման սարք և պաշտպանիչ սարք:
օրինակ՝ ուղղորդող ռելսեր, կապարի պտուտակներ, դարակաշարեր և այլն՝ առանց մեռած անկյունների՝ հաստոցային գործիքի ծառայության ժամկետն ապահովելու համար: Հաստոցաշինական X-առանցքները և Y-առանցքները հագեցված են փոշուց պաշտպանիչ ծածկոցներով, իսկ աշխատասեղանի շուրջ տեղադրված են անջրանցիկ պաշտպանիչներ:

6)CNC կառավարման համակարգ:
6.1 Չիպերի կոտրման գործառույթով, չիպի կոտրման ժամանակը և չիպի կոտրման ցիկլը կարող են սահմանվել մարդ-մեքենա ինտերֆեյսի վրա:
6.2 Գործիքների բարձրացման գործառույթի միջոցով գործիքի բարձրացման բարձրությունը կարող է սահմանվել մարդ-մեքենա ինտերֆեյսի վրա: Այս բարձրության վրա հորատելիս գայլիկոնը արագորեն բարձրացվում է աշխատանքային մասի վերին մասում, այնուհետև չիպը նետվում է, այնուհետև արագ առաջ է ուղարկվում հորատման մակերեսին և ավտոմատ կերպով վերածվում աշխատանքի:
6.3 Կենտրոնացված գործողության կառավարման տուփը և ձեռքի միավորը ընդունում են թվային կառավարման համակարգը և հագեցած են USB ինտերֆեյսով և հեղուկ բյուրեղյա LCD էկրանով: Ծրագրավորումը, պահեստավորումը, ցուցադրումը և հաղորդակցությունը հեշտացնելու համար գործառնական միջերեսն ունի այնպիսի գործառույթներ, ինչպիսիք են մարդ-մեքենա երկխոսությունը, սխալների փոխհատուցումը և ավտոմատ ահազանգը:
6.4 Մեքենան ունի նախադիտելու և մշակելուց առաջ անցքի դիրքը վերստուգելու գործառույթ, և շահագործումը շատ հարմար է:

7)Երկաթուղային սեղմակ
Ամրացուցիչը կազմված է սեղմիչ մարմնից և շարժիչից: Այն բարձր արդյունավետության ֆունկցիոնալ բաղադրիչ է, որն օգտագործվում է շարժակազմի գծային ուղեցույցի զույգի հետ: Այն առաջացնում է ուժեղ սեղմող ուժ սեպաձև բլոկի ընդլայնման սկզբունքի միջոցով: Հատկություններ, որոնք մեծացնում են կոշտությունը:
Առանձնահատկություններ:
- Անվտանգ և հուսալի, ուժեղ կռվան ուժ, չշարժվող XY առանցքի սեղմող հորատման և կտկտոցների մշակման ընթացքում:
- Ծայրահեղ բարձր սեղմող ուժը, մեծացնում է առանցքային սնուցման կոշտությունը և կանխում թրթռման հետևանքով առաջացած միկրո շարժումը:
- Արագ արձագանքման, բացման և փակման արձագանքման ժամանակը ընդամենը 0,06 վայրկյան է, որը պաշտպանում է հաստոցը և բարելավում է պտուտակի կյանքը:
- Երկարակյաց, նիկելապատ մակերես, լավ հակաժանգոտվածություն:
Նոր դիզայն՝ սեղմելիս կոշտ ազդեցությունից խուսափելու համար:
8)Ավտոմատ չիպահանող և շրջանառվող հովացման սարք.
Աշխատանքային նստարանի հետևի մասում տեղադրված է ավտոմատ չիպահանող սարք, իսկ վերջում տեղադրված է զտիչ: Ավտոմատ չիպահանող սարքը հարթ շղթայի տեսակ է, մի կողմից տեղադրված է հովացման պոմպ։ Չիպի ելքը միացված է ջրի ֆիլտրման կենտրոնական համակարգին: Հովացուցիչ նյութը հոսում է չիպային արտանետման մեջ: Չիպային արտանետման բարձրացնող պոմպը հովացուցիչը մղում է ջրի կենտրոնական ֆիլտրման համակարգ: Բարձր ճնշման հովացման պոմպը շրջանառում է զտված հովացուցիչ նյութը կտրելու և հովացնելու համար: Իսկ այն համալրված է չիպեր տեղափոխող տրոլեյբուսով, որը շատ հարմար է երկաթե չիպսեր տեղափոխելու համար։ Այս սարքավորումը հագեցած է կտրիչների ներքին և արտաքին հովացման համակարգով։ Բարձր արագությամբ հորատելիս կտրիչները սառչում են ներքին ջրով և արտաքինից՝ թեթև ֆրեզում:
Ցածր ջրի ահազանգ
1) Երբ ֆիլտրում հովացուցիչ նյութը գտնվում է հեղուկի միջին մակարդակի վրա, համակարգը ավտոմատ կերպով միացնում է շարժիչը գործարկելու համար, և չիպերի հեռացման հեղուկը ավտոմատ կերպով հոսում է ֆիլտրի մեջ: Երբ հասնում է հեղուկի բարձր մակարդակը, շարժիչն ինքնաբերաբար դադարում է աշխատել:
2) Երբ ֆիլտրում հովացուցիչ նյութը ցածր մակարդակի վրա է, համակարգը ինքնաբերաբար կհուշի հեղուկի մակարդակի չափիչին ահազանգելու, spindle-ը ավտոմատ կերպով հետ կկանչի գործիքը, և մեքենան կդադարեցնի աշխատանքը:
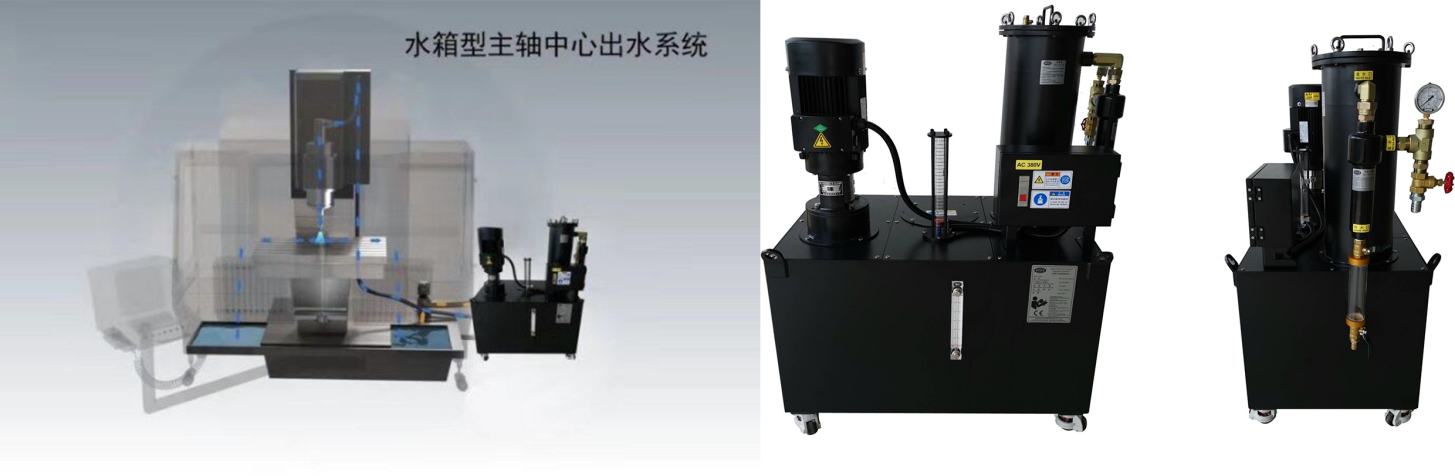
9)Կենտրոնական ելքի ֆիլտրման համակարգ.
Մեքենան որպես ստանդարտ համալրված է ջրի կենտրոնական ֆիլտրման համակարգով, որը կարող է արդյունավետ կերպով զտել հովացուցիչ նյութի կեղտերը: Ներքին լակի ջրի համակարգը կարող է կանխել մշակման ընթացքում գործիքի վրա երկաթե քորոցների խճճվելուց, նվազեցնելով գործիքի մաշվածությունը, երկարացնելով գործիքի կյանքը, բարելավելով աշխատանքային մասի մակերեսի ավարտը: պաշտպանել բարձր արագությամբ պտտվող հոդը, կանխել կեղտերը պտտվող հանգույցի արգելափակումից և բարելավել աշխատանքային մասի ընդհանուր որակը և աշխատանքի արդյունավետությունը:
10)Գնդիկավոր պտուտակով և շարժիչով ինտեգրված նստատեղ:
Շարժիչի հիմքը բարձր համակենտրոնության արտադրանք է, որը միացնում է գնդիկավոր պտուտակը և շարժիչը: Անկյունային կոնտակտային զուգակցված առանցքակալը (ճշգրտության աստիճան C5) ինտեգրված է ճշգրտությունը բարելավելու և գնդիկավոր պտուտակի առանցքային զրոյական մաքրումը ապահովելու համար, երբ շարժիչը առաջ և հետ է: Այն հատկապես հարմար է բարձր արագությամբ սարքավորումների համար:
Մոնտաժման ճշգրտությունը. գնդիկավոր պտուտակն ու շարժիչը տեղադրվում են մեկում շարժիչի բազայի միջոցով: Նվազեցրեք շարժիչի լիսեռի և գնդիկավոր պտուտակային լիսեռի համակենտրոնության սխալը, կառավարեք այն գումարած կամ մինուս 0,01 մմ-ով, իսկ ծայրամասի ուղղահայացությունը 0,01 է:
11)Չորս ճանկերով ինքնակենտրոն սեղան(ըստ ցանկության)
Ինքնակենտրոն սարքավորումների աշխատասեղանը հագեցած է չորս ծնոտի հիդրավլիկ ինքնակենտրոնացման ցամաքանակով: Աշխատանքային մասը կարող է ավտոմատ կերպով կենտրոնացվել մեկ սեղմակի մեջ՝ առանց յուրաքանչյուր աշխատանքային մասի պարեկելու կենտրոնը գտնելու համար: Ամրացումը արագ և հարմար է:
Լուծեք այն խնդիրը, որ 1600 մմ-ից պակաս ինդեքսավորման շրջանով աշխատանքային կտորը սեղմվում է սնվելուց հետո սեղմելով թիթեղը, այնուհետև փնտրելով կենտրոնը, որն ավելի քիչ ժամանակ է ծախսում և սեղմման ավելի երկար ժամանակ է պահանջում, քան մշակման ժամանակը:
Ինքնակենտրոն չորս ծնոտի ճարմանդը, որը ինքնուրույն մշակված է մեծ ծնոտի հարվածով, դժվարացնում է մշակման մասի համար ծնոտին դիպչելը սեղմելիս: Օգտագործվում է շերտի կառուցվածքը բարձիկով: Այն լուծում է այն իրավիճակը, երբ հիդրավլիկ կամ օդաճնշական ծնոտները շուկայում քիչ են ճանապարհորդում, և մեծ մշակման կտորները կազդեն ծնոտների վրա, երբ բարձրացնեն՝ վնասելով ճարմանդները:
Աշխատանքային նստարանի չորս ծնոտները ապամոնտաժվող ոճով են, և հետևի աշխատասեղանի հեռացումը սովորական հարթակ է իր սեփական T-ակոսով: Այն մեծացնում է այլ աշխատանքային մասերի կիրառման շրջանակը, բացի օղակից:
Specification
| Մոդել | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Աշխատանքային չափս | Երկարություն * Լայնություն (մմ) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Ուղղահայաց հորատման գլուխ | Spindle կոն | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 |
| Հորատման տրամագիծը (մմ) | Ֆ40/Φ60 | Ֆ40/Φ60 | Ֆ40/Φ60 | Ֆ40/Φ60 | |
| Հպման տրամագիծը (մմ) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Spindle արագություն (r/min) | 30-3000 | 30-3000 | 30-3000 | 30-3000 | |
| Spindle հզորությունը (KW) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Հեռավորությունը լիսեռի ստորին ծայրից մինչև աշխատանքային մակերեսը (մմ) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Կրկնվող դիրքորոշման ճշգրտություն (X/Y/Z) | X/Y/Z | ±0.01/1000 մմ | ±0.01/1000 մմ | ±0.01/1000 մմ | ±0.01/1000 մմ |
| Համախառն քաշը (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Ամսագրի գործիք | Line գործիք ամսագիր | ||||
Որակի ստուգում
Bosman-ի յուրաքանչյուր մեքենա տրամաչափված է Միացյալ Թագավորության RENISHAW ընկերության լազերային ինտերֆերոմետրով, որը ճշգրիտ ստուգում և փոխհատուցում է բարձրության սխալները, հակահարվածը, դիրքավորման ճշգրտությունը և կրկնվող դիրքավորման ճշգրտությունը՝ ապահովելու մեքենայի դինամիկ, ստատիկ կայունությունը և մշակման ճշգրտությունը: . Գնդաձողերի փորձարկում Յուրաքանչյուր մեքենա օգտագործում է բրիտանական RENISHAW ընկերության գնդաձողերի փորձարկիչը՝ շտկելու շրջանակի իրական ճշգրտությունը և մեքենայի երկրաչափական ճշգրտությունը, և միևնույն ժամանակ կատարել շրջանաձև կտրման փորձեր՝ ապահովելու մեքենայի 3D մշակման ճշգրտությունը և շրջանակի ճշգրտությունը:

Ծառայությունից առաջ և հետո
1) Ծառայությունից առաջ
Հաճախորդների հարցումների և անհրաժեշտ տեղեկատվության ուսումնասիրության միջոցով, այնուհետև մեր ինժեներներին հետադարձ կապի միջոցով, Bossman Technical թիմը պատասխանատու է հաճախորդների հետ տեխնիկական հաղորդակցության և լուծումների ձևակերպման համար՝ օգնելով հաճախորդին ընտրել համապատասխան մշակման լուծում և համապատասխան մեքենաներ:
2) Ծառայությունից հետո
A. Մեքենան մեկ տարվա երաշխիքով և վճարված է ցմահ սպասարկման համար:
B. Մեքենայի նշանակման նավահանգիստ ժամանելուց հետո մեկ տարվա երաշխիքային ժամանակահատվածում BOSSMAN-ը կտրամադրի անվճար և ժամանակին սպասարկում մեքենայի տարբեր ոչ տեխնածին անսարքությունների համար և ժամանակին կփոխարինի բոլոր տեսակի ոչ տեխնածին վնասված մասերը անվճար: վճարովի . Երաշխիքային ժամկետի ընթացքում առաջացած խափանումները պետք է վերանորոգվեն համապատասխան վճարներով:
Գ.Տեխնիկական աջակցություն 24 ժամվա ընթացքում առցանց, TM, Skype, E-mail, հարաբերական հարցերի ժամանակին լուծում: եթե հնարավոր չէ լուծել, BOSSMAN-ը անմիջապես կկազմակերպի, որ հետվաճառքի ինժեները տեղում ժամանի վերանորոգման համար, գնորդը պետք է վճարի VISA-ի, թռիչքների տոմսերի և կացարանի համար:
Ընկերության կայք






