BOSM -12010 Հակառակ գլխի ձանձրալի ֆրեզերային մեքենա


1. Օգտագործումըմեքենա :
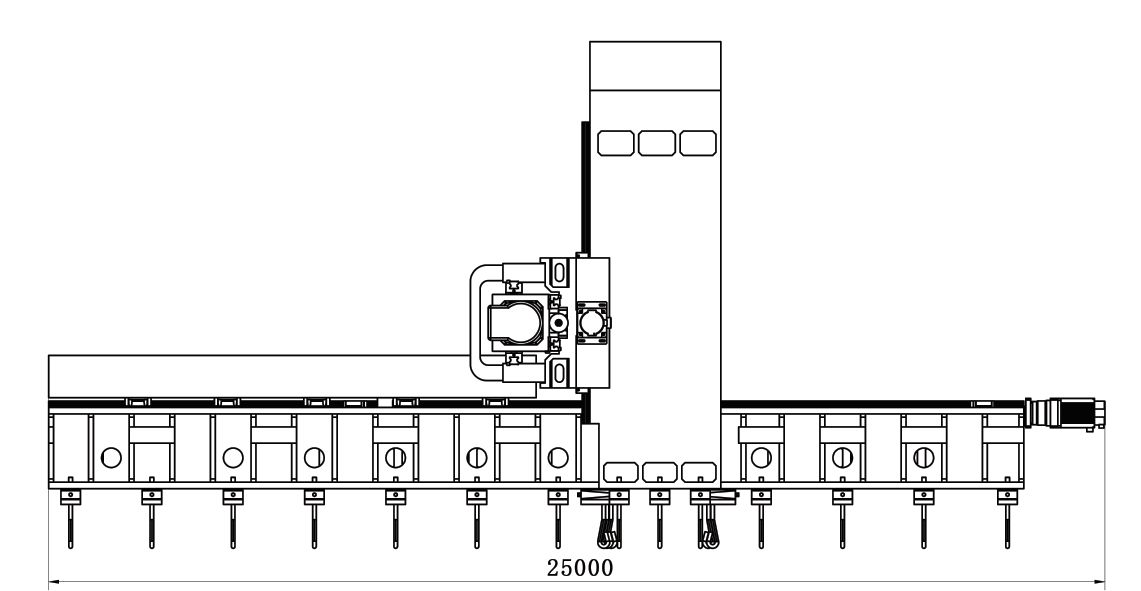
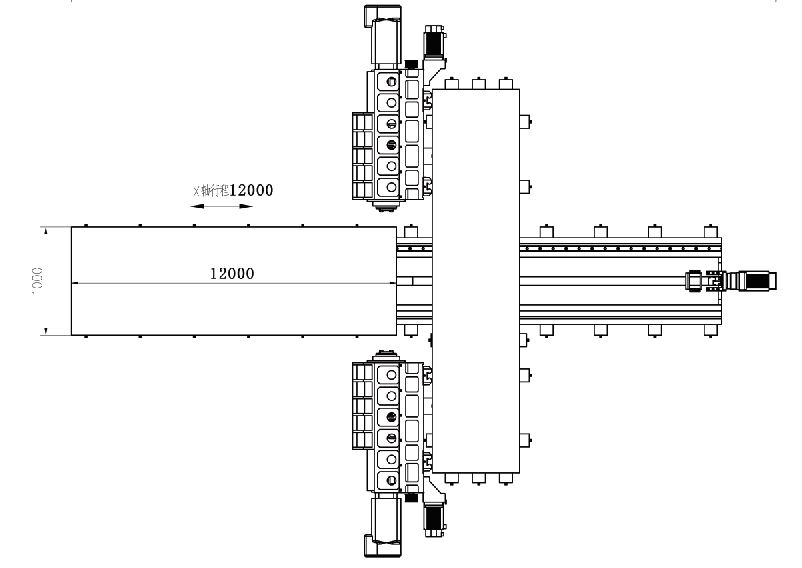
BOSM- 12000* 1000 ֆիքսված ճառագայթով CNC պորտալ երկսյուն գլխից գլուխ հորատող և ֆրեզերային մեքենա էքսկավատորի բազուկների/ձողիկների մշակման հատուկ հաստոց է: Բարձ, կարող է իրականացնել աշխատանքային մասի արագ մշակումը, աշխատանքային մասը կարող է փորվել, փորվել և փորվել արդյունավետ հարվածի միջակայքում, աշխատանքային մասը կարող է միաժամանակ մշակվել տեղում (երկրորդային սեղմման կարիք չկա), բեռնման և բեռնաթափման արագությունը արագ է, դիրքավորման արագությունը՝ արագ, իսկ մշակման ճշգրտությունը՝ բարձր։ Բարձր, բարձր մշակման արդյունավետություն:
2.Մեքենայի կառուցվածքըհատկանիշները:
Հաստոցային գործիքի հիմնական բաղադրամասերը՝ մահճակալ, աշխատասեղան, ձախ և աջ սյուներ, ճառագայթներ, գետնափորների միացնող ճառագայթներ, թամբեր, խոյեր և այլն, մեծ մասերը պատրաստված են խեժի ավազի ձուլվածքից, բարձրորակ մոխրագույն երկաթից 250 ձուլվածք, շոգեխաշած։ ավազի փոս → թրթռումային ծերացում → ջերմային մշակում Վառարանների հալում → թրթռումային ծերացում→ կոպիտ հաստոցներ → թրթռումային ծերացում→ տաք վառարանի հնացում→ թրթռումային ծերացում→ ավարտում, ամբողջովին վերացնում է մասերի բացասական սթրեսը և պահպանում է մասերի աշխատանքը կայուն: Ֆիքսված մահճակալը, ձախ և աջ սյունակները, պահարանը և աշխատասեղանը շարժվում են. Այն ունի ֆրեզերային, ձանձրալի, հորատման, հակասուզման, թակելու և այլնի գործառույթներ: Գործիքի հովացման մեթոդը արտաքին սառեցումն է: Հաստոցային գործիքը պարունակում է 5 սնուցման առանցքներ, որոնք կարող են իրականացնել 4 առանցքի միացում և 5 առանցք մեկ գործողության: Առկա է 2 հոսանքի գլխիկ։ Հաստոցային գործիքի առանցքը և հոսանքի գլխիկը ներկայացված են ստորև նկարում:


2.1.Առանցքային փոխանցման սնուցման մասի հիմնական կառուցվածքը
2.1.1.X առանցք:Աշխատասեղանը փոխադարձաբար շարժվում է ամրացված մահճակալի ուղեցույցի երկայնքով:
X 1- առանցքի շարժիչ. AC սերվո շարժիչը և բարձր ճշգրտության մոլորակային ռեդուկտորը շարժվում է գնդիկավոր պտուտակով, որպեսզի աշխատասեղանի շարժումը կատարի X առանցքի գծային շարժումը:
Ուղեցույց երկաթուղու ձև. դնել երկու բարձր ամրության գծային ուղղորդող ռելսեր:
2.1.2 Z1 առանցք:Հզորության գլխիկը և թամբը ուղղահայաց տեղադրվում են սյունակի առջևի մասում և փոխադարձաբար վեր ու վար են շարժվում սյունակի ուղեցույցի երկայնքով:
Z1 առանցքի փոխանցման տուփ. AC սերվո շարժիչը և համաժամանակյա անիվը օգտագործվում են գնդիկավոր պտուտակը քշելու համար՝ թամբը քշելու համար՝ Z առանցքի գծային շարժումն իրականացնելու համար:
2.1.3 Z2 առանցք:Հզորության գլխիկը և թամբը ուղղահայաց տեղադրվում են սյունակի առջևի մասում և փոխադարձաբար վեր ու վար են շարժվում սյունակի ուղեցույցի երկայնքով:
Z2 առանցքի փոխանցման տուփ. AC սերվո շարժիչը և համաժամանակյա անիվը օգտագործվում են գնդիկավոր պտուտակը քշելու համար՝ թամբը քշելու համար՝ Z առանցքի գծային շարժումն իրականացնելու համար:
2.1.4 Y1 առանցք:Էլեկտրաէներգիայի գլխիկի թամբը տեղադրված է ուղղահայաց աջ սյունակի առջևի մասում և աջ ու ձախ շարժվում է սյունակի ուղեցույցի երկայնքով:
Y1 առանցքի փոխանցման տուփ. AC սերվոշարժիչը և բարձր ճշգրտության մոլորակային ռեդուկտորը օգտագործվում է խոյը գնդային պտուտակով շարժվելու համար՝ Y1- առանցքի գծային շարժումն իրականացնելու համար:
2.1.5 Y2 առանցք:Էլեկտրաէներգիայի գլխիկի թամբը ուղղահայաց տեղադրված է աջ սյունակի առջևի մասում և աջ ու ձախ շարժվում է սյունակի ուղեցույցի երկայնքով:
Y2 առանցքի փոխանցման տուփ. AC սերվոշարժիչ և բարձր ճշգրտության մոլորակային ռեդուկտոր օգտագործվում է խոյը շարժվելու գնդային պտուտակով շարժվելու համար՝ Y2 առանցքի գծային շարժումը իրականացնելու համար:
2.2.Հորատման և ֆրեզերային հզորության գլխիկի շարժման ուղղությունը (ներառյալ հոսանքի գլխիկը 1 և 2) ընդունում է քառակուսի խոյ կառուցվածքը, մետաղալարով կոշտ համակցված ուղեցույցի ամենաառաջադեմ մեթոդը, կոշտ ռելսը շրջապատված է ամուր հենարանով, 4 գծային գլանային ուղեցույցով: զույգերը ուղղորդվում են, և շարժիչն ընդունում է AC սերվո շարժիչը Քշում է համաժամանակյա գոտին (i=2) և ճշգրիտ գնդիկավոր պտուտակային փոխանցումատուփը, հոսանքի գլխիկը ընդունում է սերվոշարժիչը՝ դանդաղեցնելու համար համաժամ գոտիով և համաժամանակյա անիվով, առաջնորդվելով ծանր ճշգրտությամբ։ ուղեցույց երկաթուղային զույգը և մղում է ուղղահայաց գնդիկավոր պտուտակը պտտվելու՝ գիտակցելով ուժային գլուխը Կատարեք վերև վար ուղղահայաց շարժումը և հագեցած ազոտի հավասարակշռության բարով՝ նվազեցնելու մեքենայի գլխի կրող հզորությունը պտուտակի և սերվո շարժիչի վրա: Z առանցքի շարժիչն ունի ավտոմատ արգելակման գործառույթ: Էլեկտրաէներգիայի խափանման դեպքում ավտոմատ արգելակը ամուր կպահի շարժիչի լիսեռը: , այնպես որ այն չի կարող պտտվել։ Աշխատելիս, երբ գայլիկոնը չի դիպչում աշխատանքային մասին, այն արագ սնվում է. երբ գայլիկոնը դիպչում է աշխատանքային մասին, այն ավտոմատ կերպով անցնում է աշխատանքային սնուցման: Երբ գայլիկոնը ներթափանցում է աշխատանքային մասի մեջ, այն ավտոմատ կերպով կանցնի արագ ետ փաթաթման; երբ գայլիկոնի վերջը դուրս է գալիս աշխատանքային մասից և հասնում է սահմանված դիրքին, աշխատասեղանը կտեղափոխվի հաջորդ անցքի դիրքը՝ ավտոմատ շրջանառությունն իրականացնելու համար: Էլեկտրաէներգիայի գլխիկը ընդունում է մետաղալարերի և կոշտ երկաթուղու համադրությունը, որը ոչ միայն ապահովում է սարքավորումների վազքի արագությունը, այլև մեծապես բարձրացնում է սարքավորումների կոշտությունը: Եվ այն կարող է իրականացնել կույր անցքի հորատման, ֆրեզերային, փորելու, չիպերի կոտրման, ավտոմատ չիպահանման և այլնի գործառույթները, ինչը բարելավում է աշխատանքի արտադրողականությունը:

(ձախ հոսանքի գլուխ)
2.3. Չիպերի հեռացում և սառեցում
Աշխատանքային նստարանից ներքև երկու կողմերում տեղադրված են պարուրաձև և հարթ շղթայական չիպային փոխակրիչներ, և չիպսերը կարող են ինքնաբերաբար լիցքաթափվել դեպի չիպային կոնվեյեր վերջում պարուրաձև և շղթայական թիթեղների երկու փուլով քաղաքակիրթ արտադրություն իրականացնելու համար: Չիպային կոնվեյերի հովացուցիչի բաքում կա հովացման պոմպ, որը կարող է օգտագործվել գործիքի արտաքին սառեցման համար՝ ապահովելու հորատման աշխատանքը և գայլիկոնի ծառայության ժամկետը, իսկ հովացուցիչը կարող է վերամշակվել:
3.Ամբողջական թվային թվային կառավարման համակարգ.
3.1.Չիպերի կոտրման ֆունկցիայի շնորհիվ չիպի կոտրման ժամանակը և չիպի կոտրման ցիկլը կարող են սահմանվել մարդ-մեքենա ինտերֆեյսի վրա:
3.2.Գործիքների բարձրացման գործառույթի միջոցով գործիքի բարձրացման բարձրությունը կարող է սահմանվել մարդ-մեքենա ինտերֆեյսի վրա: Երբ հորատումը հասնում է այս բարձրությանը, գայլիկոնը արագորեն բարձրացվում է աշխատանքային մասի վերին մասում, այնուհետև չիպսերը նետվում են, այնուհետև արագ տեղափոխվում են հորատման մակերես և ավտոմատ կերպով վերածվում աշխատանքի:
3.3.Գործողության կենտրոնացված կառավարման տուփը և ձեռքի միավորը ընդունում են թվային կառավարման համակարգը և հագեցած են USB ինտերֆեյսով և հեղուկ բյուրեղյա LCD էկրանով: Ծրագրավորումը, պահեստավորումը, ցուցադրումը և հաղորդակցությունը հեշտացնելու համար գործառնական միջերեսն ունի այնպիսի գործառույթներ, ինչպիսիք են մարդ-մեքենա երկխոսությունը, սխալների փոխհատուցումը և ավտոմատ ահազանգը:
3.4.Սարքավորումն ունի անցքի դիրքը մշակելուց առաջ նախադիտելու և նորից ստուգելու ֆունկցիա, և շահագործումը շատ հարմար է։
4. Ավտոմատ քսում
Հաստոցաշինական ճշգրիտ գծային ուղեցույց ռելսերի զույգերը, ճշգրիտ գնդիկավոր պտուտակային զույգերը և այլ բարձր ճշգրտության շարժման զույգերը հագեցած են ավտոմատ քսման համակարգերով: Ավտոմատ քսայուղային պոմպը թողարկում է ճնշման յուղ, իսկ քանակական քսայուղի խցիկը մտնում է յուղ: Նավթի խցիկը յուղով լցվելուց հետո, երբ համակարգի ճնշումը բարձրանում է մինչև 1,4-1,75 ՄՊա, համակարգում ճնշման անջատիչը փակվում է, պոմպը կանգ է առնում, և բեռնաթափման փականը միաժամանակ բեռնաթափվում է: Երբ ճանապարհի վրա նավթի ճնշումը իջնում է 0,2 ՄՊա-ից ցածր, քանակական քսանյութը սկսում է լցնել քսման կետը և ավարտում է մեկ յուղի լիցքավորում: Քանակական յուղի ներարկիչի յուղի ճշգրիտ մատակարարման և համակարգի ճնշման հայտնաբերման շնորհիվ նավթի մատակարարումը հուսալի է, ապահովելով, որ յուրաքանչյուր կինեմատիկական զույգի մակերեսի վրա կա նավթի թաղանթ, նվազեցնելով շփումը և մաշվածությունը և կանխելով վնասը: գերտաքացումից առաջացած ներքին կառուցվածքը. , ապահովելու հաստոցների ճշգրտությունն ու կյանքը։ Համեմատած լոգարիթմական ուղեցույցի ռելսերի զույգի հետ՝ այս հաստոցում օգտագործվող շարժակազմի գծային ուղեցույցի զույգն ունի մի շարք առավելություններ.
①Շարժման զգայունությունը բարձր է, շարժակազմի ուղեցույցի շփման գործակիցը փոքր է, ընդամենը 0,0025~0,01, իսկ շարժիչ ուժը մեծապես նվազել է, ինչը համարժեք է սովորական մեքենաների միայն 1/10-ին:
② Դինամիկ և ստատիկ շփման միջև տարբերությունը շատ փոքր է, և հետևողական կատարումը գերազանց է, այսինքն՝ շարժիչ ազդանշանի և մեխանիկական գործողության միջև ժամանակային ընդմիջումը չափազանց կարճ է, ինչը նպաստում է արձագանքման արագության և զգայունության բարելավմանը: թվային կառավարման համակարգ.
③ Այն հարմար է բարձր արագությամբ գծային շարժման համար, և դրա ակնթարթային արագությունը մոտ 10 անգամ ավելի բարձր է, քան սահող ուղեցույցների ռելսերը:
④ Այն կարող է իրականացնել առանց բացթողումների շարժումը և բարելավել մեխանիկական համակարգի շարժման կոշտությունը:
⑤Արտադրված է պրոֆեսիոնալ արտադրողների կողմից, այն ունի բարձր ճշգրտություն, լավ բազմակողմանիություն և հեշտ սպասարկում:

5. Մեքենայի օգտագործման միջավայր.
Էլեկտրամատակարարում. եռաֆազ AC380V ± 10% , 50Hz ± 1 Շրջակա միջավայրի ջերմաստիճանը՝ 0 ° ~ 45 °
Հինգ, հիմնական տեխնիկական պարամետրերը.


6. Տեխնիկական պարամետրեր
| Մոդել | BOSM12010 | |
| Մշակման աշխատանքային մասի առավելագույն չափը | Երկարություն × լայնություն × բարձրություն (մմ) | 12000×1000×1500 |
| Կտրիչի առավելագույն տրամագիծը | 200 մմ | |
| Gantry առավելագույն սնուցում | Լայնություն (մմ) | 1300 թ |
| աշխատանքային սեղանի չափը | Երկարություն X Լայնություն (մմ) | 12000*1000 |
|
Հորիզոնական խոյի տիպի հորատման գլուխ հզորության գլուխը մեկ երկու
| Քանակ (2) | 2 |
| Spindle կոն | BT50 | |
| Հորատման տրամագիծը (մմ) | Ֆ2-Φ60 | |
| Հպման տրամագիծը (մմ) | M3-M30 | |
| Spindle արագություն (r/min) | 30-6000 | |
| Servo spindle շարժիչի հզորությունը (կվտ) | 37 | |
| Ողերի քթի հեռավորությունը սեղանի կենտրոնից (մմ) | 150-650 թթ | |
| Մեկ խոյի ձախ և աջ հարված (մմ) | 500 | |
| Խոյի կենտրոնի և սեղանի հարթության միջև հեռավորությունը (մմ) | 200-1700 թթ | |
| Խոյի վեր ու վար հարված (մմ) | 1500 թ | |
| Կրկնելիություն | 300 մմ * 300 մմ | ±0,02 |
| Հաստոցների չափերը | Երկարություն × լայնություն × բարձրություն (մմ) | ըստ գծագրերի |
| Համախառն քաշը (տ) | (մոտ) 62 | |

Վերոնշյալ պարամետրերը նախնական նախագծման պարամետրեր են: Փաստացի նախագծում կարող են փոփոխություններ լինել՝ ըստ աշխատանքային մասի մշակման պահանջների և հաստոցների նախագծման պահանջների, որպեսզի բավարարեն ձեր ընկերության վերամշակող մասերի պահանջները: